- పని యొక్క దశలు
- PE పైప్ కనెక్షన్ల రకాలు
- ప్రత్యేకతలు
- మేము వెల్డింగ్ యొక్క నాణ్యతను నియంత్రిస్తాము
- వెల్డింగ్ పారామితులు మరియు కార్యకలాపాల క్రమం
- మా వెబ్సైట్లో ఈ అంశంపై మరింత:
- వెల్డింగ్ సూచన
- ప్రాథమిక నియమాలు
- ఎలెక్ట్రోఫ్యూజన్ కనెక్షన్
- బట్ వెల్డింగ్
- బెల్ టెక్నాలజీ
- టంకం PE పైపుల కోసం వ్యాప్తి పద్ధతి
- ఉత్పత్తిని వంచడం లేదా నిఠారుగా చేయడం ఎలా
- పైప్ బెండింగ్ పద్ధతుల యొక్క అవలోకనం
- వర్క్పీస్ను వంచడానికి ప్రభావవంతమైన పద్ధతులు
- బట్ వెల్డింగ్
- ఎలెక్ట్రోఫ్యూజన్ ఉపయోగించడం యొక్క బలాలు
పని యొక్క దశలు
ఎలెక్ట్రోఫ్యూజన్ పద్ధతిని ఉపయోగించి పాలిథిలిన్ లైన్ల యొక్క డూ-ఇట్-మీరే వెల్డింగ్ సాధ్యమవుతుంది.
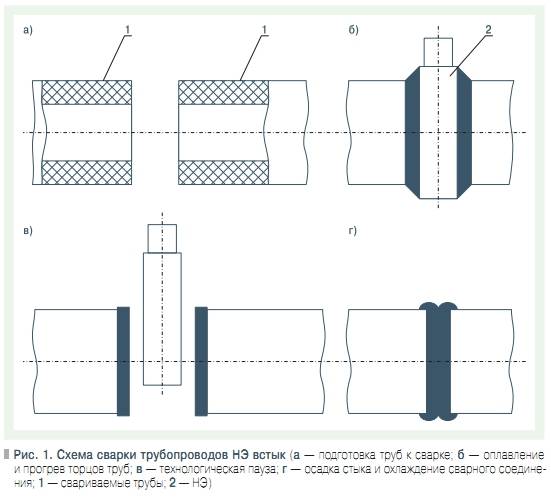
సూచనలను ఈ క్రింది విధంగా సమర్పించవచ్చు:
- తయారీ;
- ఒక కేంద్రీకరణ మరియు ఒక కలపడం యొక్క సంస్థాపనతో ఫిక్సింగ్;
- కలపడానికి వెల్డర్ యొక్క కనెక్షన్;
- వెల్డింగ్;
- కనెక్షన్ కింద నుండి పరికరం యొక్క తొలగింపు.

ఇంట్లో వెల్డింగ్ చేయవలసి ఉన్నప్పటికీ, చివరలను ఇప్పటికీ ఒక ప్రత్యేక సాధనంతో కత్తిరించాలి - పైప్ కట్టర్. కనెక్ట్ చేసేటప్పుడు ఇది మెరుగైన అమరికను పొందడానికి మిమ్మల్ని అనుమతిస్తుంది. జంక్షన్ నుండి ఆక్సైడ్ నిక్షేపాలను హ్యాండ్ స్క్రాపర్తో లేదా రాడ్ ఉపయోగించి తొలగించడం మరింత సౌకర్యవంతంగా ఉంటుంది. తొలగించాల్సిన పొర పైపుల అంచు నుండి సుమారు 200 మిమీ ఉండాలి. ఫలితంగా చిప్స్ తప్పనిసరిగా అదే స్క్రాపర్తో తీసివేయాలి. ఉమ్మడి భాగాలను ఆల్కహాల్తో క్షీణింపజేయాలి. ఈ దశలో, మీరు ప్రత్యేక నేప్కిన్లు ఉపయోగించవచ్చు.సెంట్రలైజర్లో అత్యంత ఖచ్చితమైన ప్లేస్మెంట్ కోసం, కలపడం యొక్క కొలతలకు అనుగుణంగా లైన్ను గుర్తించవచ్చు. ఈ విలువల ప్రకారం, పైపులు మరియు కలపడం పరిష్కరించడానికి ఇది మరింత సౌకర్యవంతంగా ఉంటుంది.

భద్రతా నిబంధనలకు అనుగుణంగా సమావేశమైన నిర్మాణం స్థిరంగా ఉండాలి. వెల్డింగ్ యంత్రం యొక్క టెర్మినల్స్ కలపడంపై కనెక్టర్లకు కనెక్ట్ చేయబడాలి. పరికరం ఆన్ అవుతుంది మరియు బార్కోడ్ గుర్తించబడుతుంది, ఇది కలపడం యొక్క ఉపరితలంపై ఉంటుంది. చాలా వెల్డర్ల మోడ్ స్వయంచాలకంగా ఉంటుంది. కలపడం యొక్క తాపన మరియు శీతలీకరణ కాలం సాంకేతికలిపిని గుర్తించిన క్షణంలో సెట్ చేయబడింది. కోడ్ చదవబడిన తర్వాత వెల్డింగ్ ప్రక్రియ ప్రారంభమవుతుంది మరియు వినిపించే సిగ్నల్తో ముగుస్తుంది. పైపును చల్లబరచడానికి, ఏడు నిమిషాలు ఒంటరిగా వదిలివేయాలి. అప్పుడు మాత్రమే సెంట్రలైజర్ నుండి బిగింపులను విడుదల చేయవచ్చు మరియు టంకం పాయింట్ క్రింద నుండి పరికరాలను బయటకు తీయవచ్చు.

PE పైప్ కనెక్షన్ల రకాలు

వివిధ పద్ధతులను ఉపయోగించి పాలిథిలిన్ గొట్టాలను ఒకే లైన్లో కనెక్ట్ చేయవచ్చు. అంతేకాక, వాటిలో ప్రతి ఒక్కటి నిర్దిష్ట పరిస్థితులకు అనుకూలంగా ఉంటాయి.
- కాబట్టి, HDPE ట్యూబ్లను ఫిట్టింగ్లు మరియు కప్లింగ్స్ (సాకెట్ వెల్డింగ్)తో కలపడం అనేది ఇంట్లో ప్లంబింగ్ సిస్టమ్ లోపలి భాగాన్ని ఏర్పాటు చేయడానికి ప్రధానంగా ఉపయోగించబడుతుంది.
- బట్ వెల్డింగ్ ఉపయోగించి పైప్లైన్ ఇన్స్టాలేషన్ చేయండి. బహిరంగ ప్రయోజనాల కోసం కమ్యూనికేషన్ యొక్క విస్తరించిన విభాగం యొక్క సంస్థాపనకు ఈ పద్ధతి ఉపయోగించబడుతుంది. ఈ సందర్భంలో, పైపులను నేల ఉపరితలంపై మరియు కందకంలో వేయవచ్చు, తరువాత వాటిని మట్టితో కప్పవచ్చు.
- ఎలెక్ట్రోఫ్యూజన్ వెల్డింగ్. HDPE గొట్టాలను కనెక్ట్ చేసే ఈ పద్ధతి ప్రత్యేక ప్లాస్టిక్ కప్లింగ్లను ఉపయోగించి వాటిలో నిర్మించిన మురి మూలకాలతో ఉత్పత్తి చేయబడుతుంది, ఇది ప్రస్తుతానికి వర్తించే ఫలితంగా వేడెక్కుతుంది.
ప్రతి పద్ధతులను నిశితంగా పరిశీలిద్దాం.
ప్రత్యేకతలు
ప్రధాన ఇబ్బంది ఏమిటంటే, పాలిథిలిన్ పైపుల యొక్క కార్యాచరణ మరియు సాంకేతిక లక్షణాలు పాలీప్రొఫైలిన్ గొట్టాల నాణ్యత లక్షణాలకు అనేక విధాలుగా సమానంగా ఉంటాయి. అవి కూడా తుప్పుకు గురికావు. పైపుల లోపలి ఉపరితలం పూత లేదు. పైపులు అధిక రసాయన నిరోధకతను కలిగి ఉంటాయి. పదార్థం పర్యావరణ అనుకూలమైనది, సుదీర్ఘ సేవా జీవితాన్ని కలిగి ఉంటుంది.

వ్యత్యాసాలలో, నిపుణులు తక్కువ ఉష్ణ నిరోధకతను గమనిస్తారు. అందువలన, HDPE పైపులు చల్లని నీటి సరఫరా మరియు వెంటిలేషన్ వ్యవస్థలకు మాత్రమే ఉపయోగించబడతాయి. కొన్నిసార్లు వారు గ్యాస్ పైప్లైన్ల సంస్థాపనకు ఉపయోగిస్తారు. 40-50 డిగ్రీల కంటే ఎక్కువ వాతావరణంలో రవాణా చేసేటప్పుడు పాలిథిలిన్ గొట్టాల ఉపయోగం సాధ్యమవుతుంది. మినహాయింపు క్రాస్-లింక్డ్ పాలిథిలిన్, ఇది +95 డిగ్రీల వరకు ఉష్ణోగ్రతల వద్ద పనిచేయడానికి అనుమతించబడుతుంది. పాలిథిలిన్ గొట్టాలు అద్భుతమైన ఫ్రాస్ట్ నిరోధకతను కలిగి ఉంటాయి, ఇది వాటిని -70 డిగ్రీల వరకు ఉష్ణోగ్రతల వద్ద ఉపయోగించడానికి అనుమతిస్తుంది.

HDPE 20 నుండి 1200 mm వ్యాసంతో వాణిజ్యపరంగా అందుబాటులో ఉన్నాయి. విభిన్న ఎంపికల కారణంగా, అవి వివిధ రంగాలలో విస్తృతంగా ఉపయోగించబడుతున్నాయి. నీటి పైపులతో పాటు, పెద్ద వ్యాసం కలిగిన పంక్తులు కూడా అంతర్గత మరియు బాహ్య కోసం మురుగు కోసం కొనుగోలు చేయబడతాయి.







HDPE పైపుల యొక్క సాంకేతిక లక్షణాలు బేస్ యొక్క లక్షణాల ద్వారా నిర్ణయించబడతాయి - తక్కువ పీడన పాలిథిలిన్. ఇది తేలికైనది, ఇది పైప్లైన్ను ఇన్స్టాల్ చేయడాన్ని సులభతరం చేస్తుంది, పదుల వాతావరణాల ఒత్తిడికి నిరోధకతను కలిగి ఉంటుంది. పదార్థం యొక్క ప్రతికూల లక్షణాలలో, సున్నా కంటే తక్కువ ఉష్ణోగ్రతల వద్ద (HDPE గాజుగా మారుతుంది), మరియు ఎత్తైన ఉష్ణోగ్రతల వద్ద (40 డిగ్రీల కంటే ఎక్కువ), HDPE దాని దృఢత్వాన్ని కోల్పోతుంది. 70 డిగ్రీల వరకు వేడి చేసినప్పుడు, పాలిథిలిన్ బేస్ పరిమాణం పెరుగుతుంది, కానీ చాలా కాదు.
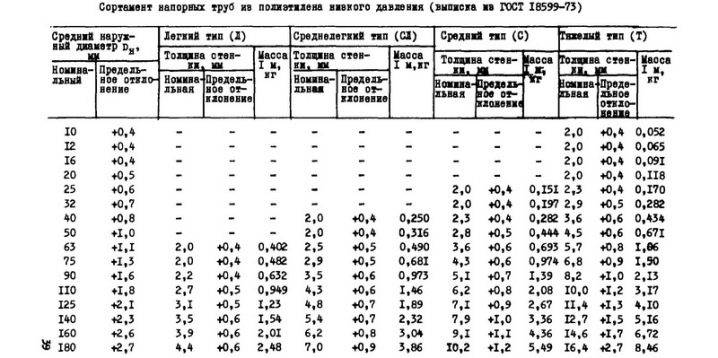
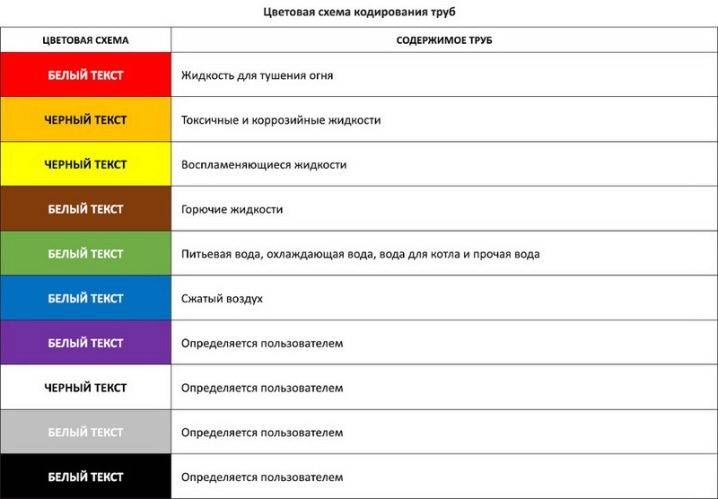
HDPE పరిధి GOSTచే నియంత్రించబడుతుంది, ఇది 2001లో తిరిగి ప్రచురించబడింది.హైవేల ఉపరితలాలలో ఒకదానికి వర్తించే అన్ని గుర్తులు ప్రమాణాలకు అనుగుణంగా ఉంటాయి. మార్కింగ్ సరైన ఎంపికలను ఎంచుకోవడం చాలా సులభం చేస్తుంది. మొదటి అక్షరాలలో సరఫరాదారు పేరు, తర్వాత PE కలగలుపు, ఉదాహరణకు, 1000 మి.మీ. పట్టికలో పంక్తుల మందం, సాధ్యమయ్యే పని మరియు గరిష్ట పీడనం, తయారీ తేదీ మరియు బ్యాచ్ సంఖ్య యొక్క హోదా కూడా ఉంటుంది.
గుర్తుల యొక్క సాంకేతిక మ్యాప్ చారల రూపంలో రంగు హోదాలను కూడా కలిగి ఉంటుంది. సాకెట్ పసుపు రంగులో పెయింట్ చేయబడితే, గొట్టాలను గ్యాస్ పైప్లైన్ల కోసం ఉపయోగించవచ్చు, స్ట్రిప్ నీలం రంగులో ఉంటే, అప్పుడు పైపుల నుండి నీటి సరఫరా మాత్రమే వేయబడుతుంది. పైపు కనెక్షన్ పథకం ప్రామాణిక వాణిజ్యపరంగా అందుబాటులో ఉన్న విభాగాలను పరిగణనలోకి తీసుకుంటుంది - 5 నుండి 25 మీటర్ల వరకు. ప్రధాన నీటి పైపులు సాధారణంగా ఆర్డర్ చేయడానికి తయారు చేయబడతాయి, 0.5 కిలోమీటర్ల వరకు పొడవు కలిగి ఉంటాయి మరియు అందువల్ల కనీస సంఖ్యలో కనెక్షన్లు ఉంటాయి.
మేము వెల్డింగ్ యొక్క నాణ్యతను నియంత్రిస్తాము
పైన వివరించిన ఏదైనా పద్ధతుల ద్వారా వెల్డెడ్ జాయింట్లను వ్యవస్థాపించేటప్పుడు, వెల్డ్ ఎంత అధిక-నాణ్యతతో ఉందో సరిగ్గా అంచనా వేయడం చాలా ముఖ్యం. ఇది పైప్లైన్ యొక్క ఈ విభాగాన్ని ఉపయోగించడం సాధ్యమవుతుందా లేదా ప్రతిదీ పునరావృతం చేయాలా అనే దానిపై ఆధారపడి ఉంటుంది.

రెండు సాధారణ వెల్డ్స్తో భాగం
వాస్తవానికి చాలా మూల్యాంకన ప్రమాణాలు లేవు మరియు వాటిని గుర్తుంచుకోవడం చాలా సులభం:
- నాణ్యత యొక్క అతి ముఖ్యమైన సంకేతం పైపు మొత్తం చుట్టుకొలత చుట్టూ ఏకరీతి పాలిథిలిన్ రోలర్ ఉనికిని కలిగి ఉంటుంది. రోలర్ వక్రంగా ఉంటే, లేదా రోలర్కు బదులుగా మాంద్యం ఉన్నట్లయితే, కనెక్షన్ ఉపయోగించబడదు;
- తదుపరి ముఖ్యమైన అంశం స్థిరత్వం.చేరిన భాగాల యొక్క కొంచెం స్థానభ్రంశం అనుమతించబడుతుంది, అయితే ఇది పైపు గోడ యొక్క మందం యొక్క 10% కంటే ఎక్కువ ఉండకూడదు;

తప్పుగా అమర్చబడిన సందర్భంలో లోపభూయిష్ట ప్రాంతం యొక్క ఫోటో
- కరిగిన పాలిథిలిన్ రోల్ యొక్క ఎత్తు కూడా పరిమితం చేయబడింది. 5 - 10 మిమీ గోడలతో పైపుల కోసం, ఈ విలువ 2.5 - 3 మిమీ, 20 మిమీ వరకు గోడలతో పైపుల కోసం - 5 మిమీ లేదా అంతకంటే తక్కువ.
వాస్తవానికి, మీరు తక్కువ-పీడన పైప్లైన్ లేదా నాన్-ప్రెజర్ కమ్యూనికేషన్లను ఇన్స్టాల్ చేస్తుంటే, అప్పుడు ఒక చిన్న విచలనాన్ని నిర్లక్ష్యం చేయవచ్చు, కానీ మీరు ఇప్పటికీ దీన్ని చేయకూడదు. ఇప్పటికే ఉన్న పైపును మరమ్మతు చేయడం కంటే కొత్త వెల్డెడ్ జాయింట్ను తయారు చేయడం చాలా సులభం.







వెల్డింగ్ పారామితులు మరియు కార్యకలాపాల క్రమం
బట్ వెల్డింగ్ ఎంపికలు ఉన్నాయి:
- చివర్లలో ఒత్తిడి స్థాయి.
- పదార్థం కరిగిపోయే ఉష్ణోగ్రత. బ్రాండ్పై ఆధారపడి ఉంటుంది.
- హీటింగ్ ఎలిమెంట్కు వ్యతిరేకంగా చివరలను నొక్కిన శక్తి.
- ప్రక్రియ వ్యవధి.

కార్యకలాపాల క్రమం:
- పాలిథిలిన్ గొట్టాలను వెల్డింగ్ చేయడంలో మొదటి దశ చేరడానికి పైపుల చివరలను శుభ్రం చేయడం.
- పాలిథిలిన్ వెల్డింగ్ చేయబడే పరికరం యొక్క సెంట్రలైజర్లో ఫిక్సింగ్ పైపులు. అక్షం యొక్క లంబంగా ఉండేలా కట్టర్తో పైపుల చివరలను ప్రాసెస్ చేయడం. అదే సమయంలో, పూర్తి వర్క్పీస్లు తనిఖీ చేయబడతాయి, తద్వారా ఖాళీలు లేవు.
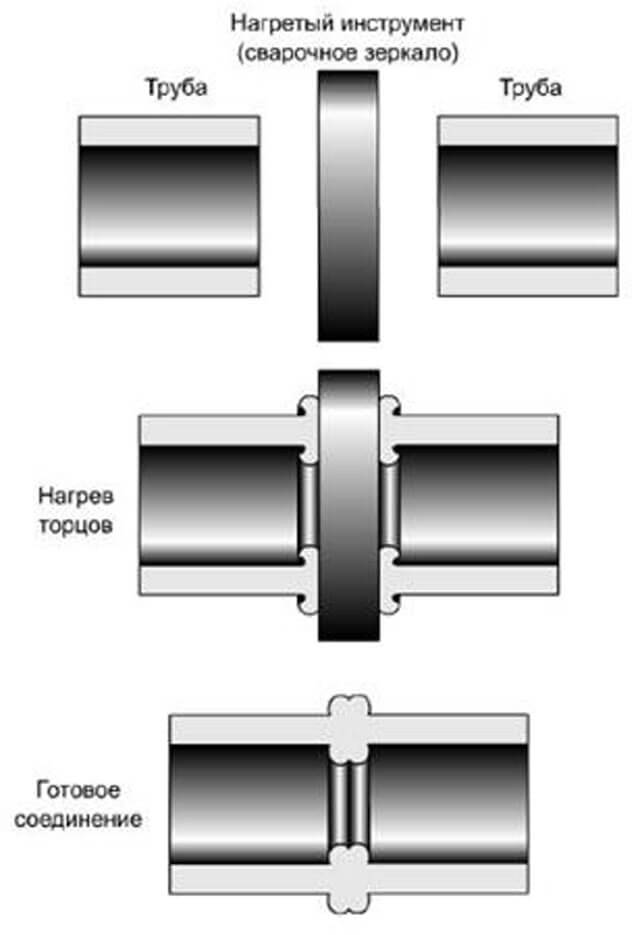
- పైపుల చివరలను వెల్డింగ్ మిర్రర్తో ద్రవీభవన స్థానానికి వేడి చేయడం, ఇది సుమారు 220 °C.
- అవసరమైన శక్తితో పైపుల చివరలను నొక్కడం.
- పరికరం నుండి పూర్తయిన పైపును తొలగించడం.
ప్లాస్టిక్ పైపులు ఎలా వెల్డింగ్ చేయబడతాయో అర్థం చేసుకోవడానికి, మా వెబ్సైట్లోని వీడియో మరింత వివరణాత్మక సమాచారాన్ని ఇస్తుంది. అందువల్ల, మీకు అవసరమైన పరికరాలు ఉంటే మీరు పనిని మీరే చేయగలరు.
మా వెబ్సైట్లో ఈ అంశంపై మరింత:
- పాలీప్రొఫైలిన్ గొట్టాల వెల్డింగ్ - ప్రాసెస్ వీడియో వారి తక్కువ ధర మరియు కనెక్షన్ సౌలభ్యం కారణంగా, ప్లాస్టిక్ గొట్టాలు థర్మల్ మరియు ప్లంబింగ్ వ్యవస్థల సంస్థాపనలో ప్రముఖ స్థానాన్ని ఆక్రమించాయి. మెటల్ నిర్మాణాలతో పోలిస్తే, పాలీప్రొఫైలిన్ పైపులు ...
- వెల్డింగ్ కోసం ఎలక్ట్రోడ్ల రకాలు - వీడియోలో ఎలక్ట్రోడ్లతో వెల్డింగ్ వెల్డింగ్ ఎలక్ట్రోడ్ అనేది వివిధ రకాలైన పదార్థాల నుండి వెల్డింగ్ భాగాల ప్రక్రియలో ఉపయోగించే వివిధ పొడవుల మెటల్ రాడ్. వారి ప్రధాన ఉద్దేశ్యం విద్యుత్ ప్రవాహాన్ని సరఫరా చేయడం ...
- ప్రారంభకులకు వెల్డింగ్ - వీడియో పాఠాలు వెల్డింగ్ అనే పదం కింద, సాంకేతిక ప్రక్రియను అర్థం చేసుకోవడానికి సాధారణంగా అంగీకరించబడుతుంది, ఇక్కడ తాపన ఫలితంగా, భాగాల మధ్య ఇంటర్మోలిక్యులర్ మరియు ఇంటర్టామిక్ బంధాలు ఏర్పడతాయి. అందువలన, ప్రత్యక్ష పదార్థాలు అనుసంధానించబడ్డాయి. ఎక్కువగా…
- వెల్డింగ్ వీడియో ట్యుటోరియల్స్ - అనుభవశూన్యుడు వెల్డర్ల కోసం ఇన్వర్టర్తో వెల్డింగ్ పాఠాలను చూడండి సాధారణ తప్పులను నివారించడానికి మరియు వారి పని నాణ్యత మరియు సురక్షితంగా చేయడానికి ప్రారంభకులు వెల్డింగ్ వీడియో ట్యుటోరియల్లను చూడాలి. మీరు ఎల్లప్పుడూ గుర్తుంచుకోవాలి…
ఈ మెటీరియల్కి లింక్ను సోషల్ నెట్వర్క్లలోని మీ స్నేహితులతో భాగస్వామ్యం చేయండి (చిహ్నాలపై క్లిక్ చేయండి):
వెల్డింగ్ సూచన
మీరు పాలిథిలిన్ గొట్టాలను ఎంచుకుంటే, మీరు తెలివిగా వ్యవహరించారు, కానీ ఇప్పుడు అవి సరిగ్గా ఇన్స్టాల్ చేయబడాలి. నేర్చుకుందాం
ప్రాథమిక నియమాలు
మీరు ఎంచుకున్న సాంకేతికతతో సంబంధం లేకుండా - ఎలెక్ట్రోఫ్యూజన్ లేదా పాలిథిలిన్ పైపుల బట్ వెల్డింగ్, మీరు అటువంటి ముఖ్యమైన సూత్రాలకు కట్టుబడి ఉండాలి:
- చేరాల్సిన అంశాలు తప్పనిసరిగా అనుకూలంగా ఉండాలి (కూర్పులో మరియు భౌతిక పారామితులలో రెండూ).
- భాగాలు ఒకే వ్యాసం మరియు సమాన గోడ మందం కలిగి ఉంటే మాత్రమే పాలిథిలిన్ గొట్టాల బట్ వెల్డింగ్ నిర్వహించబడుతుంది.
- అంచులు పూర్తిగా శుభ్రం చేయాలి మరియు డీగ్రేస్ చేయాలి.
- చల్లని గాలికి గురికాకుండా ఉండటానికి కనెక్షన్ ప్రక్రియలో పాల్గొనని నిర్మాణాల చివరలను ప్లగ్లతో మూసివేయాలి, ఇది ప్రక్రియను ప్రతికూలంగా ప్రభావితం చేస్తుంది.
- పని సమయంలో, బాహ్య వాతావరణం యొక్క ప్రభావాన్ని తగ్గించడం అవసరం, అవి:
- వేడిలో, సూర్యకాంతి కనెక్షన్ ప్రాంతానికి చేరుకోవడానికి అనుమతించవద్దు;
- గాలులతో కూడిన వాతావరణంలో, గాలి యొక్క గాలులకు అడ్డంకిని సృష్టించండి;
- చల్లని వాతావరణంలో, పని కోసం గదిని వేడి చేయడానికి సిఫార్సు చేయబడింది.
- నిర్మాణం యొక్క వెల్డింగ్ మరియు శీతలీకరణ సమయంలో, వ్యవస్థపై యాంత్రిక ప్రభావాన్ని మినహాయించండి.
మరియు ఇప్పుడు వెల్డింగ్ పాలిథిలిన్ గొట్టాల సాంకేతికత బట్-వెల్డింగ్ మరియు ఎలెక్ట్రోఫ్యూజన్ పద్ధతిని ఉపయోగించడం గురించి వివరంగా పరిశీలిద్దాం.
 ఎలెక్ట్రోఫ్యూజన్ టెక్నిక్ యొక్క ఫోటోఫ్రాగ్మెంట్: కనెక్ట్ చేయబడిన హీటర్లు
ఎలెక్ట్రోఫ్యూజన్ టెక్నిక్ యొక్క ఫోటోఫ్రాగ్మెంట్: కనెక్ట్ చేయబడిన హీటర్లు
ఎలెక్ట్రోఫ్యూజన్ కనెక్షన్
ఈ రకమైన వెల్డింగ్, థర్మిస్టర్ వెల్డింగ్ అని కూడా పిలుస్తారు, వివిధ గోడ మందం మరియు వ్యాసాల మూలకాలను బిగించడానికి, అలాగే ఒత్తిడి లేని పైప్లైన్లను వ్యవస్థాపించడానికి - పారుదల సంస్థాపనలు, గురుత్వాకర్షణ కాలువలు మొదలైనవి.
ఈ సాంకేతిక పరిజ్ఞానాన్ని ఉపయోగించి కనెక్ట్ చేయడానికి, మీకు ప్రత్యేక - ఎలక్ట్రోఫ్యూజన్ అమరికలు అవసరం. ఇప్పుడు పని క్రమాన్ని గుర్తుంచుకోండి.
- వ్యవస్థను రూపొందించండి.
- పైపులు మరియు ఇతర భాగాల అవసరమైన సంఖ్యను లెక్కించండి.
- కొనుగోలు చేయండి.
- ప్రణాళిక ద్వారా సూచించబడిన పొడవు ముక్కలుగా నిర్మాణాన్ని కత్తిరించండి. కట్ నేరుగా ఉందని నిర్ధారించుకోండి, వ్యవస్థలోకి కరిగిన పదార్థం యొక్క ప్రవాహాన్ని నివారించండి.
- కప్లింగ్స్తో సహా భాగాలను సిద్ధం చేసి శుభ్రం చేయండి. మూలకాల యొక్క ఉపరితలాన్ని ఆల్కహాల్తో డీగ్రేస్ చేయడం, దానిని రాగ్ ముక్కకు వర్తింపజేయడం నిరుపయోగంగా ఉండదు.
- మూలకాల యొక్క ఉపరితలం ఆక్సిడైజ్ చేయబడితే, ప్రత్యేక పారిపోవుతో అదనపు తొలగించండి.
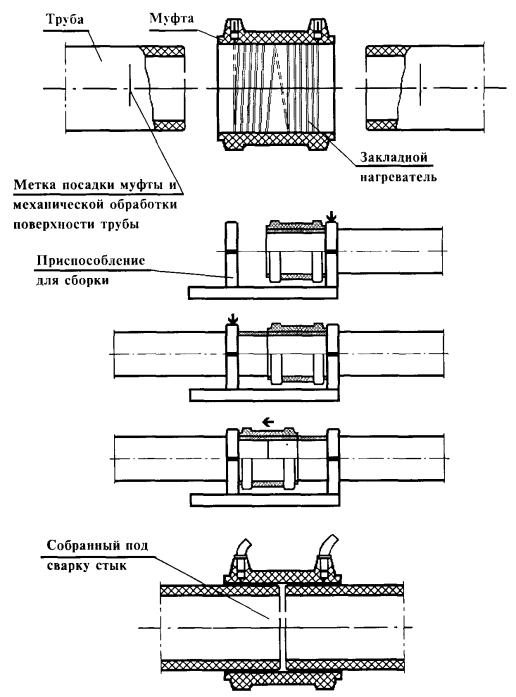
- పొజిషనర్లోని ఎలిమెంట్లను అలైన్మెంట్ను దృష్టిలో ఉంచుకుని బిగించండి.
- దుమ్ము ప్రవేశించకుండా నిరోధించడానికి అంటుకునే టేప్తో ఉమ్మడిని చుట్టండి.
- ప్లగ్స్తో నిర్మాణాల ఓపెన్ చివరలను మూసివేయండి.
- క్లచ్ టెర్మినల్స్కు వోల్టేజ్ని వర్తించండి.
- మూలకాలు వేడెక్కిన తరువాత, కలిసి ఉండే వరకు వేచి ఉండండి.
పాలిథిలిన్ పైపుల యొక్క థర్మిస్టర్ వెల్డింగ్ కనెక్ట్ చేయబడిన అంశాలు కదలకుండా ఉంటే మాత్రమే నిర్వహించబడాలి. అదే స్థితిలో, సీమ్ పూర్తిగా చల్లబడే వరకు నిర్మాణం ఉండాలి.
 స్ప్లైస్ సెటప్ ఇలా కనిపిస్తుంది
స్ప్లైస్ సెటప్ ఇలా కనిపిస్తుంది
బట్ వెల్డింగ్
పాలిథిలిన్ గొట్టాల బట్ వెల్డింగ్ యొక్క సాంకేతికత మరియు పారామితులు మరింత ఆసక్తికరంగా ఉంటాయి, ఎందుకంటే మూలకాలు పరమాణు స్థాయిలో అనుసంధానించబడి, బలమైన సీమ్ను ఏర్పరుస్తాయి. 50 మిమీ వ్యాసం మరియు 5 మిమీ గోడ మందం కలిగిన మౌంటు ఎలిమెంట్స్ కోసం ఈ పద్ధతి ఉపయోగించబడుతుంది.
ఈ పద్ధతితో, ఉత్పత్తుల అంచులు ప్రత్యేక తాపన పరికరంతో వేడి చేయబడతాయి, ఆపై కరిగించి, ఈ స్థితిలో చేరి, ఒకే మొత్తం మరియు ఖచ్చితమైన సీమ్ను ఏర్పరుస్తాయి.
పాయింట్ నంబర్ 7 వరకు ఈ రకమైన వెల్డింగ్ యొక్క విధానం మునుపటి కనెక్షన్ ఎంపికకు సమానంగా ఉంటుంది (పని కోసం కప్లింగ్స్ అవసరం లేదు తప్ప).
వెల్డింగ్ చేయవలసిన మూలకాల యొక్క తాపన మరియు శీతలీకరణ సమయాన్ని నిర్ణయించడానికి పట్టిక
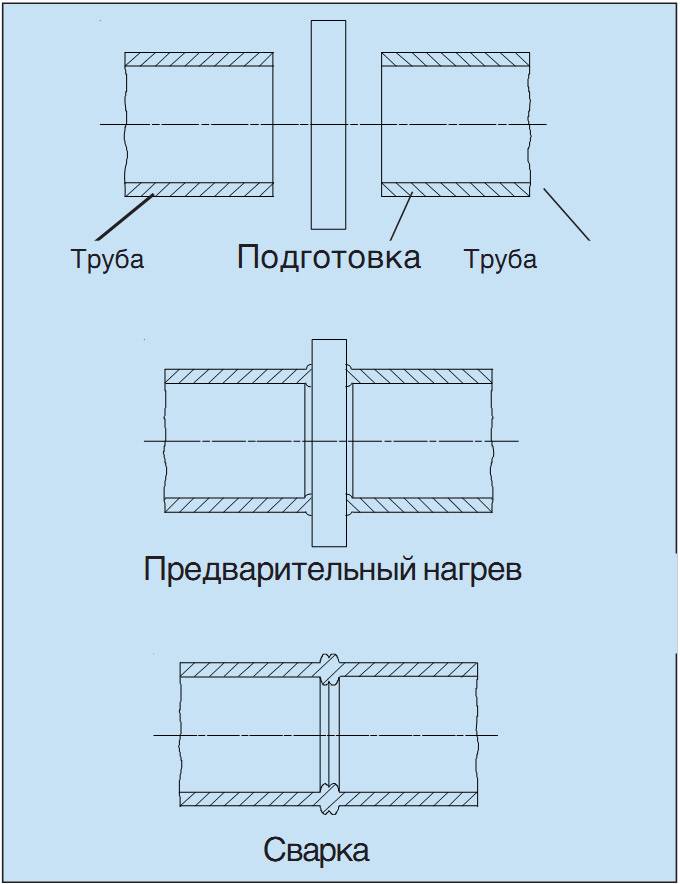
ఆపై అది భిన్నంగా ఉంటుంది మరియు ఈ “దృష్టాంతం” ప్రకారం వెళుతుంది:
- మూలకాల చివరలను ఉపకరణంలోకి చొప్పించండి, తద్వారా తాపన ప్లేట్ వాటి మధ్య ఉంటుంది;
- పలకకు వ్యతిరేకంగా అంచులను నొక్కండి మరియు ద్రవీభవన ప్రక్రియ వరకు నొక్కడం ఒత్తిడిని మార్చవద్దు;
- మూలకాలను వేడి చేయండి, నిబంధనలకు కట్టుబడి (పాలిథిలిన్ గొట్టాలను వెల్డింగ్ చేయడానికి దిగువ పట్టిక మీకు సహాయం చేస్తుంది);
- ప్లేట్ను తీసివేసి, చివరలను డాక్ చేయండి, వాటిపై ఏకరీతి ఒత్తిడిని కలిగిస్తుంది;
- ముడి పట్టుకొని, పాలిథిలిన్ చల్లబరుస్తుంది కోసం వేచి ఉండండి.
బెల్ టెక్నాలజీ
టంకం HDPE పైపులు అనేక విధాలుగా చేయవచ్చు. ఈ ప్రక్రియలలో ప్రత్యేకంగా సంక్లిష్టంగా ఏమీ లేదు, కానీ వెల్డర్ తనకు ఏ పద్ధతిని ఉత్తమంగా సరిపోతుందో నిర్ణయించుకోవాలి.





సాకెట్ కనెక్షన్ టెక్నాలజీ ఉంది. దీనిని కొన్నిసార్లు "కప్లింగ్" అని కూడా పిలుస్తారు. దీని సారాంశం ప్రత్యేక పరికరాల సహాయంతో అంశాల కనెక్షన్లో ఉంది - అమరికలు. వాటికి అదనంగా, మీకు పని కోసం పరికరాలు అవసరం, అవి వెల్డింగ్ యంత్రం. మీరు చిన్న ఉత్పత్తుల కోసం (50 మిమీ వరకు) మాన్యువల్ మోడల్ను ఎంచుకోవచ్చు లేదా పెద్ద వ్యాసం కలిగిన పాలిథిలిన్ పైపుల కోసం (40 మిమీ మరియు అంతకంటే ఎక్కువ) మెకానికల్ మోడల్ను ఎంచుకోవచ్చు.
మీరు పని కోసం అడాప్టర్లు లేదా వెల్డింగ్ నాజిల్లను మరియు ఉత్పత్తులను కత్తిరించడానికి వివిధ సాధనాలను సిద్ధం చేయాలని కూడా గుర్తుంచుకోవాలి.
అటువంటి వెల్డింగ్ను నిర్వహిస్తున్నప్పుడు, పైప్ యొక్క బయటి భాగాన్ని అమర్చడం లోపలికి కనెక్ట్ చేయడం అవసరం. ఈ రెండు ఉపరితలాలు వెల్డింగ్ నాజిల్ ద్వారా వేడి చేయబడతాయి: ఒక పైప్ ఒక స్లీవ్ ద్వారా వేడి చేయబడుతుంది మరియు ఒక ఫిట్టింగ్ ఒక మాండ్రెల్ ద్వారా వేడి చేయబడుతుంది.
పాలిథిలిన్ గొట్టాలను వెల్డింగ్ చేసే పరికరం చాలా ఖరీదైనది
సాకెట్ వెల్డింగ్ యొక్క వాస్తవ ప్రక్రియ ఇలా కనిపిస్తుంది:
- వెల్డింగ్ యంత్రం అవసరమైన ఉష్ణోగ్రతకు వేడి చేయబడుతుంది;
- యుక్తమైనది మాండ్రెల్పై సాధ్యమైనంతవరకు విస్తరించి ఉంటుంది మరియు అదే సమయంలో, పైపు ముగింపు ఆగిపోయే వరకు స్లీవ్పై ఉంచబడుతుంది (ఇదంతా చాలా త్వరగా చేయాలి);
- భాగాల పరిమాణంలో వ్యత్యాసం కారణంగా, ఒక అదనపు పొర కనిపిస్తుంది, ఇది వేడిచేసినప్పుడు, కరిగిపోతుంది మరియు ఒక చిన్న రోలర్ రూపంలో క్రాల్ చేస్తుంది, దీనిని బర్ అని పిలుస్తారు;
- పూస పైపుల యొక్క వ్యాసాన్ని తగ్గిస్తుంది మరియు తద్వారా వాటిని వెల్డింగ్ నాజిల్లోకి ప్రవేశించడానికి మరియు ఫిట్టింగ్తో మాండ్రేల్తో సమలేఖనం చేయడానికి అనుమతిస్తుంది;
- అన్ని భాగాలు ఆగిపోయే వరకు తాపన నాజిల్లోకి వెళ్లాలి మరియు ఈ క్షణాన్ని చేరుకున్న తర్వాత, వాటిపై ఏదైనా ఒత్తిడిని నిలిపివేయాలి;
- ఇంకా, అన్ని శకలాలు అవసరమైన సమయం కోసం ఈ స్థితిలో ఉంచబడతాయి;
- సమయం ముగిసిన తర్వాత, యుక్తమైనది తీసివేయబడుతుంది, పైపు ముక్కు నుండి తీసివేయబడుతుంది మరియు ఈ భాగాలు వీలైనంత ఎక్కువగా కలుపుతారు;
- టంకం చేయబడిన భాగం చల్లబడిన తర్వాత, రెండవ ఉత్పత్తిని ఫిట్టింగ్ యొక్క మరొక చివరలో వెల్డింగ్ చేయాలి.
టంకం PE పైపుల కోసం వ్యాప్తి పద్ధతి
ఈ రోజు వరకు, పాలిథిలిన్ ఇప్పటికీ మెటల్ లేదా మెటల్-ప్లాస్టిక్ వంటి అధికారాన్ని కలిగి లేదు, కానీ వాస్తవానికి దాని బలం మరియు పనితీరు లక్షణాలు అధ్వాన్నంగా లేవు. ఉత్పత్తి దశలో ఉన్న ఆధునిక సాంకేతికతలు అధిక నాణ్యత మరియు విశ్వసనీయత యొక్క PE పైపులను తయారు చేయడం సాధ్యపడుతుంది. వాటిని వెల్డింగ్ చేయడానికి అత్యంత ఆసక్తికరమైన మార్గం వ్యాప్తి, ఇది ప్రత్యేక పరికరాల ఉపయోగం అవసరం లేదు. ఒక అనుభవశూన్యుడు కూడా ఈ విధంగా వెల్డింగ్ పనిని చేయగలడు.

అధిక మరియు తక్కువ పీడన పాలిథిలిన్ (LDPE మరియు HDPE) అత్యంత ప్రజాదరణ పొందిన పాలీమెరిక్ థర్మోప్లాస్టిక్లలో ఒకటి, ఇవి అనేక రకాల నీటి సరఫరా, పారిశుద్ధ్య వ్యవస్థలు మొదలైన వాటిని నిర్వహించడంలో అత్యధిక డిమాండ్లో ఉన్నాయి. పాలిమర్ పదార్థం యొక్క విలక్షణమైన లక్షణం ఏమిటంటే, వేడిచేసినప్పుడు, అది మృదువుగా ఉంటుంది, ఎందుకంటే ఒకదానితో ఒకటి అణువుల గొలుసు యొక్క పరస్పర సంబంధం పోతుంది. అది ఘనీభవించినప్పుడు, అది తన పూర్వ బలాన్ని తిరిగి పొందుతుంది, పరివర్తన ఎప్పుడూ జరగలేదు. ఇది పాలిథిలిన్ దానిపై వెల్డింగ్ కోసం ఆదర్శవంతమైన పదార్థంగా చేసే ఈ లక్షణం. రెండు ఉత్పత్తులను మృదువుగా చేసే సమయంలో, వాటిని కనెక్ట్ చేయవచ్చు, ఇది ఘనీభవనం తర్వాత, అత్యంత మన్నికైన బంధానికి దారి తీస్తుంది. రెండు ముక్కల మధ్య బలమైన వెల్డ్ సృష్టించబడుతుంది.

PE పైపులు 270 డిగ్రీల సెల్సియస్ తక్కువ ఉష్ణోగ్రత వద్ద వెల్డింగ్ చేయబడతాయి, ఇది పనిని చాలా సులభతరం చేస్తుంది పరికరాల ఎంపిక ద్వారా మరియు తదుపరి ఉపయోగం.ఆపరేటింగ్ సమయం చాలా తక్కువగా ఉంటుంది (ప్రతి దశకు కొన్ని సెకన్లు) మరియు పైప్లైన్ల మందాన్ని మార్చడం ద్వారా మాత్రమే సర్దుబాటు చేయవచ్చు.
ఉత్పత్తిని వంచడం లేదా నిఠారుగా చేయడం ఎలా
పాలిథిలిన్ పైపులు నేరుగా 12 మీటర్ల పొడవు లేదా పెద్ద కాయిల్స్పై గాయపడిన ఘన ఉత్పత్తుల రూపంలో అమ్మకానికి అందుబాటులో ఉన్నాయి. ఒక వక్రీకృత స్థితిలో ఉండటం వలన, ఉత్పత్తులు రింగుల రూపాన్ని తీసుకుంటాయి మరియు వైకల్యంతో ఉంటాయి. వైకల్యంతో ఉన్న HDPE పైపును నిఠారుగా లేదా వంగడానికి ముందు, దానిని వేడి చేయాలి.

పైప్లైన్ను సమీకరించేటప్పుడు, వక్రీకృతమైన లేదా వికృతమైన పాలిథిలిన్ పైపును వంచడం తరచుగా అవసరం అవుతుంది.
తక్కువ సాంద్రత కలిగిన పాలిథిలిన్ మంచి స్థితిస్థాపకతకు ప్రసిద్ధి చెందింది. కానీ ఇది + 80 ° C కంటే ఎక్కువ వేడి ఉష్ణోగ్రత వద్ద ఈ ఆస్తిని కోల్పోతుంది. ఉత్పత్తి యొక్క కాన్ఫిగరేషన్ను మార్చడానికి అవసరమైతే ఈ క్షణం ఉపయోగించబడుతుంది.
కానీ నిఠారుగా లేదా బెండింగ్ కోసం ఉష్ణోగ్రత స్వల్ప కాలానికి మాత్రమే పెంచబడుతుందని గుర్తుంచుకోవడం విలువ. అన్ని తరువాత, ఒక పాలిథిలిన్ పైప్ నిర్మాణ సామగ్రి వర్గానికి చెందినది, ఉష్ణోగ్రత పాలన ఉల్లంఘించినట్లయితే, దెబ్బతింటుంది.
పైప్ బెండింగ్ పద్ధతుల యొక్క అవలోకనం
పైపును నిఠారుగా చేయడం సులభం, ఉత్పత్తి కొద్దిగా వేడి చేయబడిన తర్వాత దాని నిల్వ మరియు రవాణా సమయంలో తలెత్తిన మడతలను తొలగిస్తుంది. పైప్లైన్ యొక్క ప్రత్యామ్నాయం లేదా మరమ్మత్తు వేసవిలో నిర్వహించబడితే, సూర్య కిరణాలు వీలైనంత వేడిగా ఉన్నప్పుడు, మీరు పనిని సాధించడానికి వాటిని ఉపయోగించవచ్చు.








HDPE పైపును నిఠారుగా చేయడానికి, మీరు దానిని నేరుగా సూర్యకాంతిలో కొన్ని గంటలు వదిలివేయాలి, సెగ్మెంట్ చివరలను గట్టిగా ఫిక్సింగ్ చేయాలి.
UV కిరణాలు పాలిథిలిన్ యొక్క కార్యాచరణ పారామితులను మరింత దిగజార్చవు, కానీ అదే సమయంలో వారు కొంతకాలం ఉత్పత్తి యొక్క గోడలను మృదువుగా చేయగలరు.మీరు దృఢమైన మద్దతు లేదా గోడ వెంట మృదువైన పైపును సరిచేయాలి లేదా ముందుగా తవ్విన కందకంలో వేయాలి. మీరు నేలపై బెంట్ HDPE పైపును నిఠారుగా చేయడానికి ముందు, మీరు ఆ ప్రాంతాన్ని క్లియర్ చేయాలి.
శీతాకాలంలో పని చేయవలసి వస్తే, ఉత్పత్తిని వేడి చేయడానికి వేడి నీటిని ఉపయోగించండి. కానీ ఈ పద్ధతి పైపులకు ప్రభావవంతంగా ఉంటుంది, దీని పరిమాణం 50 మిమీ కంటే ఎక్కువ కాదు. నిఠారుగా చేయడానికి సహాయంగా, మీరు మెటల్ రెయిలింగ్లు మరియు ఇటుక పనితనాన్ని ఉపయోగించవచ్చు. ఏదైనా సందర్భంలో: ఉత్పత్తి యొక్క పొడవు తక్కువగా ఉంటుంది, దానితో పని చేయడం సులభం అవుతుంది.
వర్క్పీస్ను వంచడానికి ప్రభావవంతమైన పద్ధతులు
వ్యతిరేక పరిస్థితి తలెత్తితే, HDPE పైపును వంచడానికి అవసరమైనప్పుడు, అదే వేడి చికిత్స ఉపయోగించబడుతుంది. వేడెక్కడం కోసం, ఈ క్రింది పద్ధతులు ఉపయోగించబడతాయి:
- భవనం హెయిర్ డ్రైయర్ యొక్క వేడి దిశాత్మక గాలితో ఎగిరింది;
- గ్యాస్ బర్నర్తో ఉత్పత్తి యొక్క గోడలను వేడి చేయండి;
- వేడినీటితో ఉపరితలం వేయండి.
బెండింగ్ విధానాన్ని సరళీకృతం చేయడానికి, అచ్చు ఫ్రేమ్ను నిర్మించడం మంచిది. ఫ్రేమ్, బెంట్ పైపు యొక్క వ్యాసానికి అనుగుణంగా ఉండే పరిమాణం, సాధారణ ఫైబర్బోర్డ్ షీట్ల నుండి తయారు చేయవచ్చు. ఫ్రేమ్ యొక్క ఉపరితలం మృదువుగా చేయడానికి, ఇసుక అట్టతో ఇసుక వేయండి.
హెయిర్ డ్రైయర్తో HDPE పైపును వంచడానికి, పని క్రింది క్రమంలో నిర్వహించబడుతుంది:
- చికిత్స చేయవలసిన ప్రాంతం భవనం హెయిర్ డ్రయ్యర్తో వేడి చేయబడుతుంది.
- మెత్తబడిన వర్క్పీస్ అచ్చు ఫ్రేమ్లోకి లోతుగా ఉంటుంది.
- బెండ్ వద్ద ఉత్పత్తిని విచ్ఛిన్నం చేయకుండా, అధిక శక్తిని వర్తింపజేయకుండా, పైపును జాగ్రత్తగా వంచు.
అవసరమైన బెండింగ్ కోణాన్ని సృష్టించిన తరువాత, మీరు ఉత్పత్తిని పూర్తిగా చల్లబరుస్తుంది వరకు వదిలివేయాలి మరియు ఆ తర్వాత మాత్రమే ఫ్రేమ్ నుండి తీసివేయాలి.

ఒక పాలిథిలిన్ ఉత్పత్తి యొక్క ఉపరితలం యొక్క ఏకరీతి వేడిని నిర్ధారించడానికి, పైపును నిరంతరం దాని అక్షం చుట్టూ తిప్పాలి, కిరణాల క్రింద వివిధ విభాగాలను ప్రత్యామ్నాయం చేయాలి.
ఒక ముఖ్యమైన విషయం: పైపును వేడి చేసేటప్పుడు, "గోల్డెన్ మీన్" కు కట్టుబడి ఉండటం అవసరం. బెండింగ్ సమయంలో ఉపరితలం తగినంతగా వేడి చేయకపోతే, పైపు విరిగిపోవచ్చు. వేడి చేసే సమయంలో, హీటింగ్ ఎలిమెంట్ ఉత్పత్తికి చాలా దగ్గరగా ఉంటే, పాలిమర్ మండించవచ్చు.
బట్ వెల్డింగ్

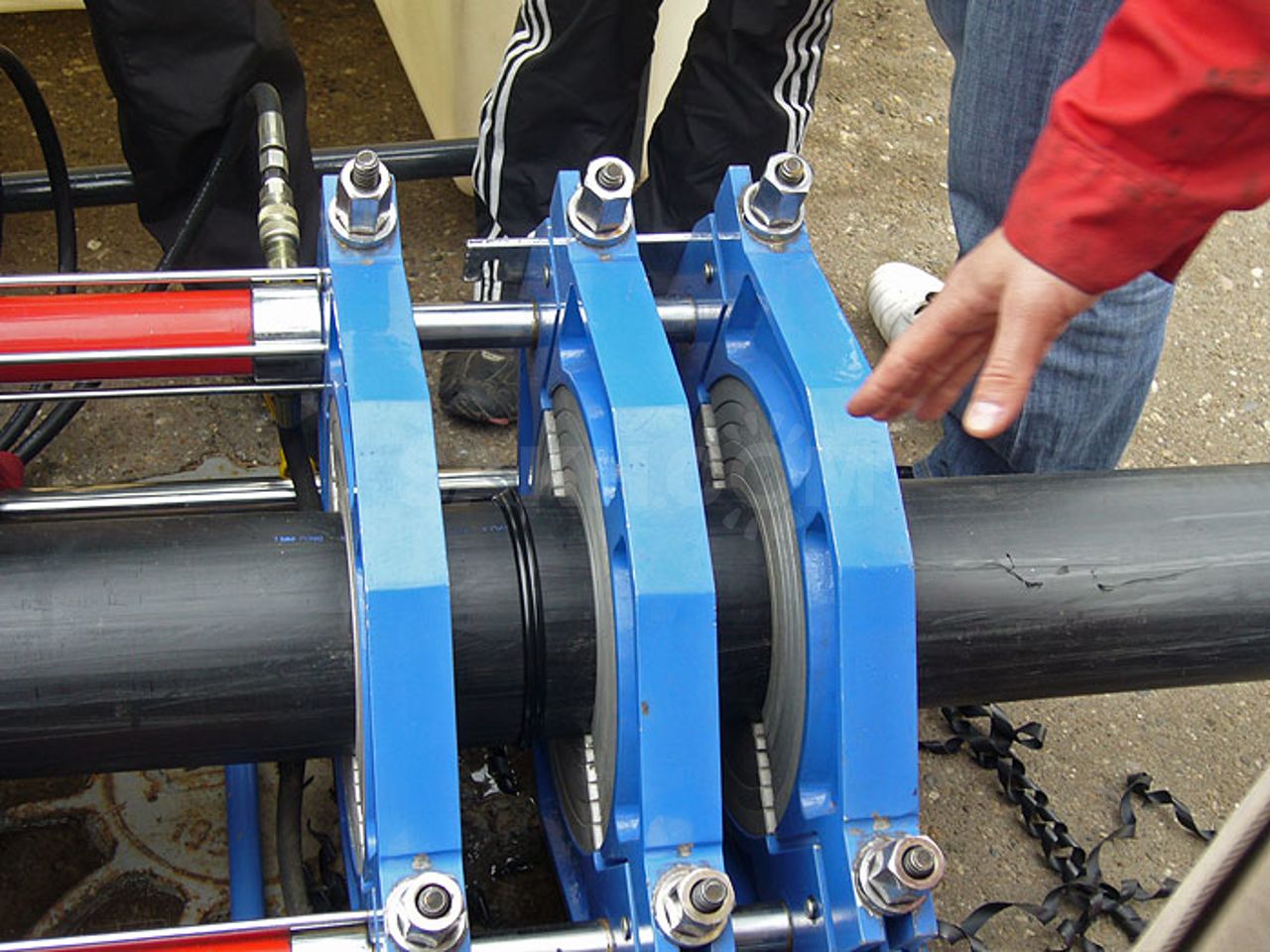
మీరు మీ స్వంత చేతులతో HDPE పైపులను బట్-వెల్డ్ చేయవచ్చు. మెకానికల్ లేదా హైడ్రాలిక్ డ్రైవ్తో ప్రత్యేక పరికరాలను ఉపయోగించి బట్ వెల్డింగ్ నిర్వహిస్తారు. అటువంటి వెల్డింగ్ యంత్రం పూర్తి మరియు గట్టి కనెక్షన్ వరకు గొట్టాల యొక్క రెండు అంశాలను చేరడానికి అనుమతిస్తుంది. అత్యంత ప్రజాదరణ పొందిన పరికరాలు సాఫ్ట్వేర్ నియంత్రణను కలిగి ఉంటాయి. ఇటువంటి పరికరాలు పూర్తి ఆటోమేషన్ మరియు శారీరక శ్రమ పరంగా ఆపరేటర్ జోక్యం లేకుండా వెల్డింగ్ ప్రక్రియను నియంత్రించే సామర్థ్యంతో వర్గీకరించబడతాయి.
మీ స్వంత చేతులతో పని చేయడానికి ముందు, ఏకరీతి సాంకేతిక లక్షణాలతో HDPE గొట్టాలను ఎంచుకోవాలి. అదే బ్యాచ్ నుండి కూడా ట్యూబ్లను వెల్డ్ చేయడం మంచిది. ఇక్కడ పాలిమర్ పరమాణు స్థాయిలో చేరినందున, ఈ విధానం వెల్డింగ్ సీమ్ను మరింత గాలి చొరబడని మరియు నమ్మదగినదిగా చేస్తుంది.
బట్ వెల్డింగ్ యొక్క సూత్రం ఒక ప్రత్యేక ప్లేట్పై పైప్ చివరలను వేడి చేయడం. కరిగిన తరువాత, వెల్డింగ్ చేయవలసిన రెండు పైపుల చివరల మధ్య ఉన్న PE ప్లేట్ తొలగించబడుతుంది మరియు పాలిమర్ పూర్తిగా మిశ్రమంగా మరియు టంకం వరకు మూలకాలు యాంత్రికంగా కుదించబడతాయి. ఆ తరువాత, పైపులు పూర్తిగా చల్లబరచడానికి అనుమతించబడాలి.
PVC పైప్ వెల్డింగ్ పద్ధతుల వివరణ
- కాబట్టి, 20 మిమీ క్రాస్ సెక్షన్ కలిగిన పైపుల కోసం, ద్రవీభవన పొడవు (వెల్డింగ్ లోతు) 14.5 మిమీ ఉంటుంది;
- ఎలిమెంట్స్ 25 mm - 16 mm;
- 32 mm వ్యాసం కలిగిన గొట్టాల కోసం - 18 mm;
- 40 మిమీ - 20 మిమీ విభాగంతో గొట్టాల కోసం;
- 50 మిమీ - 23 మిమీ వ్యాసం కలిగిన పైపులు.
ఎలెక్ట్రోఫ్యూజన్ ఉపయోగించడం యొక్క బలాలు
సాధారణంగా, ఎలక్ట్రిక్ కప్లింగ్స్ పాలిథిలిన్ గొట్టాలను ఎండ్-టు-ఎండ్ వెల్డ్ చేయడానికి అనుకూలమైన లేదా ఆచరణాత్మకంగా లేని సందర్భాలలో ఉపయోగించబడతాయి. చాలా తరచుగా ఇది మురుగు బావులు, ఇరుకైన మరియు అసౌకర్య చానెల్స్, బేస్ మరియు గృహాల గోడలలో సంస్థాపన గుంటలలో జరుగుతుంది. ఖచ్చితంగా చెప్పాలంటే, బట్ వెల్డింగ్ను ఉపయోగించలేని సందర్భాలలో ఎలక్ట్రిక్ కప్లింగ్స్ రెస్క్యూకి వస్తాయి.








పాలిథిలిన్ గొట్టాలను కలిపే ఈ పద్ధతి యొక్క మరొక ప్రయోజనం ప్రమాదంలో లేదా పైప్లైన్కు నష్టం జరిగినప్పుడు దాని సౌలభ్యం. నియమం ప్రకారం, అటువంటి పరిస్థితులకు చాలా త్వరగా ట్రబుల్షూటింగ్ అవసరం. ఎలక్ట్రిక్ కప్లింగ్స్తో వెల్డింగ్ HDPE పైపులు అమలులో గణనీయమైన సౌలభ్యం ద్వారా వర్గీకరించబడతాయి - ఈ సందర్భంలో, ప్రత్యేక జ్ఞానం అవసరం లేదు.

పరికరం యొక్క సంస్థాపన సౌలభ్యం దానిపై ప్రత్యేక రంధ్రాల ఉనికి ద్వారా నిర్ధారిస్తుంది. ఆధునిక వెల్డింగ్ యంత్రాలపై డాకింగ్ కోసం సరైన ఉష్ణోగ్రత పాలనను నిర్ణయించడానికి, ఎలక్ట్రిక్ కప్లింగ్స్తో కూడిన బార్కోడ్ నుండి నేరుగా అవసరమైన సమాచారాన్ని చదివే ఫంక్షన్ అందించబడుతుంది. కనెక్షన్ విధానం సరళమైన సాధనాలతో అమలు చేయబడుతుంది - పైపు చివరలను తొలగించే పరికరం, ఎలక్ట్రిక్ కలపడం మరియు వెల్డింగ్ యంత్రం.



