- ఒక రేడియేటర్ను ఇన్స్టాల్ చేసే స్థలం మరియు పద్ధతిని ఎంచుకోవడం
- శీతలకరణి ప్రసరణ పద్ధతులు
- నీటి సరఫరా కోసం రాగి పైపుల గురించి 5 అపోహలు మరియు వాస్తవాలు
- మార్కింగ్ మరియు ఖర్చు
- విధానం #2: గ్రూవింగ్ (రోల్ గ్రూవ్)
- ముడుచుకున్న గాడి కనెక్షన్ని సిద్ధం చేయడం మరియు తయారు చేయడం
- పూర్తి ముడుచుకున్న వ్యవస్థను పరీక్షిస్తోంది
- మీకు అవసరమైన సాధనాలు
- రాగి ఉత్పత్తుల రకాలు
- రాగితో చేసిన గొట్టాలను చేరడానికి ఎంపికలు
- వెల్డింగ్ ఉమ్మడి
- ఫ్లారింగ్ కనెక్షన్
- కనెక్షన్ పద్ధతిని నొక్కండి
- థ్రెడ్ రకం కనెక్షన్లు
- స్వీయ అసెంబ్లీ
- తయారీ పదార్థాల ద్వారా వర్గీకరణ
- రాగి ఉత్పత్తుల రకాలు
- నియామకం ద్వారా
- తయారీ పద్ధతి ప్రకారం
- విభాగం ఆకారం ద్వారా
- కాఠిన్యం యొక్క డిగ్రీ ప్రకారం
- వైండింగ్ రకాలు
ఒక రేడియేటర్ను ఇన్స్టాల్ చేసే స్థలం మరియు పద్ధతిని ఎంచుకోవడం
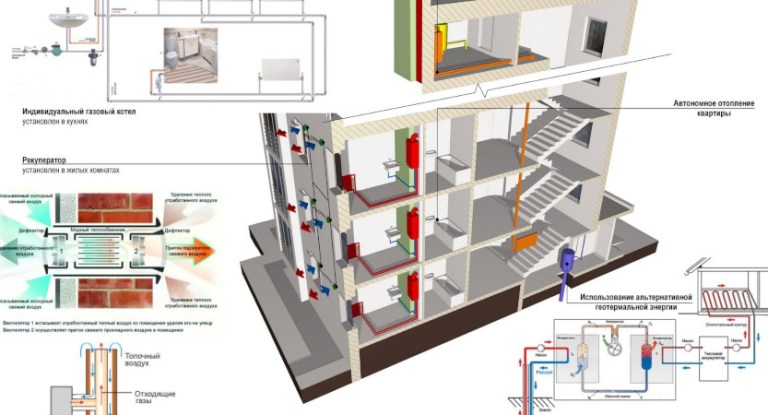
తాపన రేడియేటర్లను కనెక్ట్ చేసే ఎంపికలు ఇంట్లో సాధారణ తాపన పథకం, హీటర్ల రూపకల్పన లక్షణాలు మరియు పైపులు వేసే పద్ధతిపై ఆధారపడి ఉంటాయి. తాపన రేడియేటర్లను కనెక్ట్ చేసే క్రింది పద్ధతులు సాధారణం:
- పార్శ్వ (ఏకపక్షం). ఇన్లెట్ మరియు అవుట్లెట్ పైపులు ఒకే వైపున అనుసంధానించబడి ఉంటాయి, సరఫరా ఎగువన ఉంది. బహుళ-అంతస్తుల భవనాలకు ప్రామాణిక పద్ధతి, రైసర్ పైపు నుండి సరఫరా అయినప్పుడు. సమర్థత పరంగా, ఈ పద్ధతి వికర్ణానికి తక్కువ కాదు.
- దిగువ.ఈ విధంగా, దిగువ కనెక్షన్తో బైమెటాలిక్ రేడియేటర్లు లేదా దిగువ కనెక్షన్తో స్టీల్ రేడియేటర్ కనెక్ట్ చేయబడతాయి. సరఫరా మరియు రిటర్న్ గొట్టాలు పరికరం యొక్క ఎడమ లేదా కుడి వైపున దిగువ నుండి కనెక్ట్ చేయబడ్డాయి మరియు యూనియన్ గింజలు మరియు షట్-ఆఫ్ వాల్వ్లతో దిగువ రేడియేటర్ కనెక్షన్ యూనిట్ ద్వారా కనెక్ట్ చేయబడతాయి. యూనియన్ గింజ తక్కువ రేడియేటర్ పైపుపై స్క్రూ చేయబడింది. ఈ పద్ధతి యొక్క ప్రయోజనం నేలలో దాగి ఉన్న ప్రధాన గొట్టాల స్థానం, మరియు దిగువ కనెక్షన్తో తాపన రేడియేటర్లు శ్రావ్యంగా లోపలికి సరిపోతాయి మరియు ఇరుకైన గూళ్ళలో వ్యవస్థాపించబడతాయి.
- వికర్ణ. శీతలకరణి ఎగువ ఇన్లెట్ ద్వారా ప్రవేశిస్తుంది, మరియు రిటర్న్ వ్యతిరేక వైపు నుండి దిగువ అవుట్లెట్కు కనెక్ట్ చేయబడింది. మొత్తం బ్యాటరీ ప్రాంతం యొక్క ఏకరీతి తాపనాన్ని అందించే సరైన రకం కనెక్షన్. ఈ విధంగా, తాపన బ్యాటరీని సరిగ్గా కనెక్ట్ చేయండి, దీని పొడవు 1 మీటర్ మించిపోయింది. ఉష్ణ నష్టం 2% మించదు.
- జీను. సరఫరా మరియు రిటర్న్ వ్యతిరేక వైపులా ఉన్న దిగువ రంధ్రాలకు అనుసంధానించబడి ఉంటాయి. ఏ ఇతర పద్ధతి సాధ్యం కానప్పుడు ఇది ప్రధానంగా సింగిల్-పైప్ వ్యవస్థలలో ఉపయోగించబడుతుంది. పరికరం యొక్క ఎగువ భాగంలో శీతలకరణి యొక్క పేలవమైన ప్రసరణ ఫలితంగా ఉష్ణ నష్టాలు 15% కి చేరుకుంటాయి.
వీడియో చూడండి
సంస్థాపన కోసం ఒక స్థలాన్ని ఎంచుకున్నప్పుడు, తాపన పరికరాల సరైన ఆపరేషన్ను నిర్ధారించే అనేక అంశాలు పరిగణనలోకి తీసుకోబడతాయి. విండో ఓపెనింగ్స్ కింద, చల్లని గాలి యొక్క వ్యాప్తి నుండి కనీసం రక్షించబడిన ప్రదేశాలలో సంస్థాపన జరుగుతుంది. ప్రతి విండో కింద బ్యాటరీని ఇన్స్టాల్ చేయాలని సిఫార్సు చేయబడింది. గోడ నుండి కనీస దూరం 3-5 సెం.మీ., నేల మరియు విండో గుమ్మము నుండి - 10-15 సెం.మీ.. చిన్న ఖాళీలతో, ఉష్ణప్రసరణ మరింత దిగజారుతుంది మరియు బ్యాటరీ శక్తి పడిపోతుంది.
ఇన్స్టాలేషన్ స్థానాన్ని ఎంచుకునేటప్పుడు సాధారణ తప్పులు:
- నియంత్రణ కవాటాల సంస్థాపనకు స్థలం పరిగణనలోకి తీసుకోబడదు.
- నేల మరియు విండో గుమ్మముకు ఒక చిన్న దూరం సరైన గాలి ప్రసరణను నిరోధిస్తుంది, దీని ఫలితంగా ఉష్ణ బదిలీ తగ్గుతుంది మరియు గది సెట్ ఉష్ణోగ్రతకు వేడెక్కదు.
- ప్రతి విండో క్రింద ఉన్న అనేక బ్యాటరీలకు బదులుగా మరియు థర్మల్ కర్టెన్ను సృష్టించడం, ఒక పొడవైన రేడియేటర్ ఎంపిక చేయబడుతుంది.
- అలంకరణ గ్రిల్స్ యొక్క సంస్థాపన, వేడి యొక్క సాధారణ వ్యాప్తిని నిరోధించే ప్యానెల్లు.
శీతలకరణి ప్రసరణ పద్ధతులు
పైప్లైన్ల ద్వారా శీతలకరణి యొక్క ప్రసరణ సహజంగా లేదా బలవంతంగా జరుగుతుంది. సహజ (గురుత్వాకర్షణ) పద్ధతి అదనపు పరికరాలను ఉపయోగించదు. తాపన ఫలితంగా ద్రవ లక్షణాలలో మార్పు కారణంగా శీతలకరణి కదులుతుంది. బ్యాటరీలోకి ప్రవేశించే వేడి శీతలకరణి, చల్లబరుస్తుంది, ఎక్కువ సాంద్రత మరియు ద్రవ్యరాశిని పొందుతుంది, దాని తర్వాత అది క్రిందికి పడిపోతుంది మరియు దాని స్థానంలో వేడి శీతలకరణి ప్రవేశిస్తుంది. రిటర్న్ నుండి చల్లని నీరు బాయిలర్లోకి గురుత్వాకర్షణ ద్వారా ప్రవహిస్తుంది మరియు ఇప్పటికే వేడిచేసిన ద్రవాన్ని స్థానభ్రంశం చేస్తుంది. సాధారణ ఆపరేషన్ కోసం, పైప్లైన్ లీనియర్ మీటర్కు కనీసం 0.5 సెం.మీ వాలు వద్ద ఇన్స్టాల్ చేయబడింది.
పంపింగ్ పరికరాలను ఉపయోగించి వ్యవస్థలో శీతలకరణి ప్రసరణ పథకం
శీతలకరణి యొక్క బలవంతంగా సరఫరా కోసం, ఒకటి లేదా అంతకంటే ఎక్కువ సర్క్యులేషన్ పంపుల సంస్థాపన తప్పనిసరి. బాయిలర్ ముందు రిటర్న్ పైపుపై పంప్ వ్యవస్థాపించబడింది. ఈ సందర్భంలో తాపన యొక్క ఆపరేషన్ విద్యుత్ సరఫరాపై ఆధారపడి ఉంటుంది, అయినప్పటికీ, ఇది ముఖ్యమైన ప్రయోజనాలను కలిగి ఉంది:
- చిన్న వ్యాసం యొక్క పైపుల ఉపయోగం అనుమతించబడుతుంది.
- ప్రధాన ఏ స్థానంలో, నిలువుగా లేదా అడ్డంగా ఇన్స్టాల్ చేయబడింది.
- తక్కువ శీతలకరణి అవసరం.
నీటి సరఫరా కోసం రాగి పైపుల గురించి 5 అపోహలు మరియు వాస్తవాలు
ప్లంబింగ్ రాగి పైపులు పోటీ మరియు అవగాహన లేకపోవడం వలన పురాణాల వర్గం నుండి అనేక లోపాలను కలిగి ఉన్నాయి.
1. రాగి పైప్లైన్ యొక్క అధిక ధర. ప్లాస్టిక్ గొట్టాల యొక్క దూకుడు ప్రకటనలకు ఈ ఆలోచన ఏర్పడింది. వాస్తవానికి, ప్లాస్టిక్ పైపుల కంటే రాగి పైపులు 2-3 రెట్లు ఎక్కువ ఖరీదైనవి, అయితే రాగితో చేసిన ఫిట్టింగ్లు పాలిమర్లతో తయారు చేసిన వాటి కంటే 30-50 రెట్లు తక్కువ ఖర్చవుతాయి. పైప్లైన్ యొక్క సంస్థాపనా పద్ధతులు ఒకే విధంగా ఉపయోగించబడవచ్చు, అప్పుడు ఈ పదార్థాల నుండి వ్యవస్థలను వ్యవస్థాపించే ఖర్చులు సుమారు సమానంగా ఉంటాయి. ఫలితంగా, పూర్తయిన పైప్లైన్ ఖర్చు వ్యవస్థ యొక్క టోపోలాజీపై ఎక్కువగా ఆధారపడి ఉంటుంది.
పొడవైన మరియు శాఖలు లేని నెట్వర్క్ల విషయంలో (ప్రధాన, ఉదాహరణకు), ప్లాస్టిక్ పైప్లైన్లు చాలా చౌకగా ఉంటాయి. ఖరీదైన, మంచి ప్లాస్టిక్లను ఉపయోగించినప్పుడు, ఇవి అధిక స్థాయి క్లోరినేషన్ కోసం రూపొందించబడ్డాయి, కానీ రష్యన్ మార్కెట్లో అందుబాటులో లేవు, పాలిమర్ వ్యవస్థలు స్పష్టంగా ఖరీదైనవి. ఫిట్టింగులను ఉపయోగించకుండా రాగి పైపింగ్ వ్యవస్థాపించబడుతుంది, ఇది చౌకగా ఉంటుంది. మరియు రాగి వ్యవస్థల యొక్క మన్నిక మరియు అధిక విశ్వసనీయతను బట్టి, వాటి ఆపరేషన్ ఖర్చు ప్లాస్టిక్ వాటి కంటే తక్కువ పరిమాణంలో ఉంటుంది. ఉపయోగించిన రాగి పైప్లైన్ను పారవేసే సందర్భంలో, ఖర్చు చేసిన నిధులు తిరిగి ఇవ్వబడతాయి.
2. రాగి విషపూరితమైనది. పూర్తిగా నిరాధారమైన వాదన. విషపూరితమైనవి పరిశ్రమ ద్వారా ఉత్పత్తి చేయబడిన ప్రత్యేక రాగి సమ్మేళనాలు (డైలు, బ్లూ విట్రియోల్, ఇతరాలు) మరియు పైప్లైన్లో సహజంగా ఏర్పడవు. ఈ లోహం యొక్క ఆక్సైడ్లు, దాని ఉపరితలంపై ప్రధానంగా ఒక రక్షిత చిత్రం (పాటినా), విషపూరితం కాదు.దీనికి విరుద్ధంగా, అవి మరియు రాగి కూడా తేలికపాటి బాక్టీరిసైడ్ మరియు బాక్టీరియోస్టాటిక్ ప్రభావాన్ని కలిగి ఉంటాయి, అటువంటి పైప్లైన్ నుండి నీటిని ఉపయోగించినప్పుడు, అధిక అంటువ్యాధి భద్రతను నిర్ధారిస్తుంది.
3. క్లోరిన్. దాని స్వచ్ఛమైన రూపంలో ఈ పదార్ధం చాలా బలమైన ఆక్సీకరణ ఏజెంట్, రాగి పైపుల ద్వారా రవాణా చేయడానికి నిషేధించబడింది. నీటి క్రిమిసంహారకానికి ఉపయోగించే వాటితో సహా క్లోరిన్ సమ్మేళనాల ప్రభావం, రాగి పూర్తిగా నొప్పిలేకుండా తట్టుకుంటుంది. దీనికి విరుద్ధంగా, ఈ పదార్ధాలతో పరస్పర చర్య రాగి ఉపరితలంపై రక్షిత వెబ్ ఏర్పడటాన్ని వేగవంతం చేస్తుంది. అందువల్ల, USAలో, కొత్త పైప్లైన్ యొక్క సాంకేతిక ఫ్లషింగ్ సమయంలో, రక్షిత పొరను త్వరగా పొందేందుకు హైపర్క్లోరినేషన్ నిర్వహిస్తారు.
ప్లంబింగ్ మార్కెట్కు ప్లాస్టిక్ పైపుల పరిచయంతో "క్లోరిన్ సమస్య" రాగితో ప్రారంభమైంది. నీటిని క్రిమిసంహారక చేయడానికి ఉపయోగించే క్లోరిన్ సమ్మేళనాలు కూడా చాలా ప్లాస్టిక్లపై హానికరమైన ప్రభావాన్ని కలిగి ఉండటమే దీనికి కారణం. మరియు విజయవంతమైన మార్కెటింగ్ యొక్క గోల్డెన్ రూల్, మీకు తెలిసినట్లుగా, ఇలా చెప్పింది: "మీ నిందను పోటీదారుడికి మార్చండి - అతను తనను తాను సమర్థించుకోనివ్వండి."
4. సంచరించే ప్రవాహాలు. వాహక మాధ్యమంగా ఉపయోగించినప్పుడు భూమిలో ప్రవహించే ప్రవాహాలు ఇవి. ఈ సందర్భంలో, అవి భూమిలోని లోహపు వస్తువుల తుప్పుకు దారితీస్తాయి. ఈ విషయంలో, విచ్చలవిడి ప్రవాహాలకు రాగి గొట్టాలతో సంబంధం లేదు, ఇవి ఎక్కువగా అంతర్గతంగా ఉంటాయి.
ప్రధాన గ్రౌండ్ ఎలక్ట్రోడ్గా రాగి మరియు ఉక్కు వ్యవస్థలను ఉపయోగించడం నిషేధించబడింది. ఈ నియమాన్ని ఖచ్చితంగా పాటిస్తే, విద్యుత్ సమస్యలు తలెత్తవు (విచ్చలవిడి ప్రవాహాలతో సహా). గ్రౌండింగ్, అత్యవసర మోడ్లో పనిచేయడం, స్వల్పకాలిక కరెంట్ను మాత్రమే పాస్ చేస్తుంది, ఇది పైప్లైన్కు హాని కలిగించదు.ఎలక్ట్రికల్ ఇన్స్టాలేషన్ల రూపకల్పన మరియు ఆపరేషన్ కోసం ప్రాథమిక నియమాలు ఉల్లంఘించినప్పుడు మాత్రమే సమస్యలు తలెత్తుతాయి.
మార్కింగ్ మరియు ఖర్చు
తాపన కోసం పైప్స్ తయారు చేయబడతాయి, GOST ల ప్రకారం గుర్తించబడతాయి. ఉదాహరణకు, 0.8-10 mm యొక్క గోడ మందం కలిగిన ఉత్పత్తులు GOST 617-90 ప్రమాణాల ప్రకారం తయారు చేయబడతాయి. మరొక హోదా రాగి యొక్క స్వచ్ఛతకు సంబంధించినది, GOST 859-2001చే నియంత్రించబడుతుంది. అదే సమయంలో, M1, M1p, M2, M2p, M3, M3 మార్కులు అనుమతించబడతాయి.










తయారు చేసిన ఉత్పత్తులపై సూచించబడిన మార్కింగ్ ద్వారా, మీరు ఈ క్రింది సమాచారాన్ని కనుగొనవచ్చు:
- క్రాస్ సెక్షన్ ఆకారం. KR అక్షరాలతో నియమించబడింది.
- పొడవు - ఈ సూచిక వివిధ గుర్తులను కలిగి ఉంది. BT - బే, MD - డైమెన్షనల్, KD - బహుళ డైమెన్షియాలిటీ.
- ఉత్పత్తిని తయారు చేసే పద్ధతి. మూలకం వెల్డింగ్ చేయబడితే, దానిపై C అనే అక్షరం సూచించబడుతుంది, D అనే అక్షరం గీసిన ఉత్పత్తులపై ఉంచబడుతుంది.
- ప్రత్యేక ఆపరేటింగ్ లక్షణాలు. ఉదాహరణకు, పెరిగిన సాంకేతిక లక్షణాలు లేఖ P. హై ప్లాస్టిసిటీ ఇండెక్స్ - PP, పెరిగిన కట్ ఖచ్చితత్వం - PU, ఖచ్చితత్వం - PS, బలం - PT ద్వారా సూచించబడతాయి.
- తయారీ ఖచ్చితత్వం. ప్రామాణిక సూచిక అక్షరం H ద్వారా సూచించబడుతుంది, పెరిగింది - P.
మార్కింగ్ ఎలా చదవాలో దృశ్యమానంగా అర్థం చేసుకోవడానికి, మీరు ఒక సాధారణ ఉదాహరణను అర్థం చేసుకోవాలి - DKRNM50x3.0x3100. డిక్రిప్షన్:
- ఇది M1 బ్రాండ్చే సూచించబడిన స్వచ్ఛమైన రాగితో తయారు చేయబడింది.
- ఉత్పత్తి సాగేది.
- ఆకారం గుండ్రంగా ఉంటుంది.
- మృదువైన.
- బాహ్య వ్యాసం - 50 మిమీ.
- గోడ మందం - 3 మిమీ.
- ఉత్పత్తి యొక్క పొడవు 3100 మిమీ.
యూరోపియన్ తయారీదారులు ప్రత్యేక DIN 1412 మార్కింగ్ వ్యవస్థను ఉపయోగిస్తారు.వారు నీటి సరఫరా మరియు తాపన వ్యవస్థల మూలకాలకు EN-1057 హోదాను వర్తింపజేస్తారు.ఇది పైపులు తయారు చేయబడిన ప్రమాణం యొక్క సంఖ్యను కలిగి ఉంటుంది, కూర్పులో చేర్చబడిన అదనపు మూలకం - భాస్వరం. తుప్పు నిరోధకతను పెంచడానికి ఇది అవసరం.
ఫ్యాక్టరీలో రాగి పైపులు
విధానం #2: గ్రూవింగ్ (రోల్ గ్రూవ్)
స్ప్రింక్లర్ (నీటిపారుదల) అగ్నిమాపక వ్యవస్థల నిర్మాణంపై ఎండ్ గ్రూవ్స్ (ముడతలుగల పొడవైన కమ్మీలు)తో అనుసంధానం ద్వారా సృష్టించబడిన పైప్లైన్లు చాలా కాలంగా సాధన చేయబడ్డాయి. 1925 నుండి, పైపులను అనుసంధానించే ఈ పూర్తిగా నమ్మదగిన పద్ధతి తాపన, వెంటిలేషన్, ఎయిర్ కండిషనింగ్ మరియు ఇతర వ్యవస్థల కోసం ఉక్కు మరియు ఇనుము పైప్లైన్లపై ఉపయోగించబడింది.
ఇంతలో, 50 మిమీ నుండి 200 మిమీ వ్యాసం కలిగిన రాగి గొట్టాల కోసం ఇదే విధమైన మెకానికల్ కనెక్షన్ పద్ధతి కూడా అందుబాటులో ఉంది. ముడుచుకున్న మెకానికల్ కనెక్షన్ కిట్ వీటిని కలిగి ఉంటుంది:
- కప్లింగ్స్,
- రబ్బరు పట్టీలు,
- వివిధ అమరికలు.
మెకానికల్ నూర్లింగ్ వ్యవస్థ పెద్ద వ్యాసం కలిగిన రాగి పైపులను టంకం వేయడానికి ఆచరణాత్మక ప్రత్యామ్నాయాన్ని అందిస్తుంది. దీని ప్రకారం, గాడి పద్ధతికి బ్రేజింగ్ లేదా మృదువైన టంకం వంటి అదనపు తాపన (ఓపెన్ ఫ్లేమ్ ఉపయోగించి) అవసరం లేదు.
రాగి గొట్టం చివరన ఉన్న నూర్లింగ్ గాడి "ముడతలుగల గాడి" కనెక్షన్ పద్ధతి యొక్క ప్రధాన అంశాలలో ఒకటి. రోలింగ్ తర్వాత కొలత తగిన అమరికను నిర్ణయిస్తుంది
గాడి బంధం అనేది రాగి యొక్క డక్టిలిటీ లక్షణాలపై ఆధారపడి ఉంటుంది మరియు చల్లని పని సమయంలో ఈ మెటల్ యొక్క పెరిగిన బలం. డిజైన్లో బిగింపు వ్యవస్థను మూసివేయడం ఉంటుంది, దీని కోసం సింథటిక్ ఎలాస్టోమర్ రబ్బరు పట్టీ (EPDM - ఇథిలీన్ ప్రొపైలిన్ డైన్ మిథైలీన్) మరియు ప్రత్యేకంగా రూపొందించిన బిగింపు ఉపయోగించబడుతుంది.ప్రపంచవ్యాప్తంగా అనేక మంది తయారీదారులు సృష్టించడానికి సాధనాలను అందిస్తారు ముడుచుకున్న కీళ్ళు - gaskets, బిగింపులు, అమరికలు.
వివిధ పరిమాణాల అమరికలు మరియు రబ్బరు పట్టీలతో పని బిగింపులు ముడుచుకున్న గాడి పద్ధతి ద్వారా చేసిన కనెక్షన్ల రూపకల్పనలో ఉపయోగించబడతాయి.
ముడుచుకున్న గాడి కనెక్షన్ని సిద్ధం చేయడం మరియు తయారు చేయడం
ఇతర టంకము లేని రాగి చేరే ప్రక్రియల మాదిరిగా, పైప్ ముగింపు యొక్క సరైన తయారీ అనేది బలమైన, లీక్-టైట్ వెల్డ్ను రూపొందించడంలో ప్రాథమిక ప్రాముఖ్యత కలిగి ఉంటుంది. ప్రతి రకమైన రాగి గొట్టం కోసం నర్లింగ్ సాధనం యొక్క సరైన ఎంపిక కూడా స్పష్టంగా ఉంటుంది. ఈ రకమైన కనెక్షన్ల యొక్క సురక్షితమైన, ఇబ్బంది లేని తయారీని నిర్ధారించడానికి తయారీదారు యొక్క సిఫార్సులను తప్పనిసరిగా అనుసరించాలి.
ఈ రకమైన కనెక్షన్ కోసం అనుమతించదగిన ఒత్తిళ్లు మరియు ఉష్ణోగ్రతల పట్టిక
| కనెక్షన్ రకం | పీడన పరిధి, kPa | ఉష్ణోగ్రత పరిధి, ºC |
| గాడి, D = 50.8 - 203.2 mm, రకం K, L | 0 — 2065 | K కోసం మైనస్ 35 / ప్లస్ 120 L కోసం మైనస్ 30 / ప్లస్ 80 |
| రోల్ గాడి, D = 50.8 - 101.2 mm, D = 50.8 - 203.2 mm రకం M | 0 — 1725 | మైనస్ 35 / ప్లస్ 120 |
| 0 — 1375 | మైనస్ 30 / ప్లస్ 80 |
ముడుచుకున్న పొడవైన కమ్మీలతో ముడిని సమీకరించడానికి దశల వారీ ప్రక్రియ:
- రాగి పైపుల చివరలను అక్షానికి సరిగ్గా లంబంగా పరిమాణానికి కత్తిరించండి.
- కటింగ్ మరియు చాంఫర్ తర్వాత బర్ర్స్ తొలగించండి.
- ఫిట్టింగ్ తయారీదారు అవసరమైన కొలతలకు పొడవైన కమ్మీలను రోల్ చేయండి.
- నష్టం కోసం అమరికలు, gaskets, పట్టి ఉండే తనిఖీ.
- తయారీదారు సిఫార్సుల ప్రకారం gaskets ద్రవపదార్థం.
చివరి అసెంబ్లీకి ముందు, శుభ్రత మరియు చెత్త కోసం బిగింపు ఉపరితలాలను తనిఖీ చేయండి. తయారీదారు సిఫార్సుల ప్రకారం సమ్మేళనాన్ని సమీకరించండి.
"న్యూర్లింగ్ గ్రోవ్" పద్ధతిని ఉపయోగించి నోడ్ యొక్క ఆచరణాత్మకంగా సమీకరించబడిన భాగం.బిగింపు బ్రాకెట్ యొక్క సాగే రబ్బరు పట్టీలు రాగి గొట్టాల చివరి సీటింగ్ ముందు చిన్న మొత్తంలో కందెనతో చికిత్స పొందుతాయి.
తయారీదారు సిఫార్సుల ప్రకారం బిగింపు గింజలు చివరకు అవసరమైన టార్క్కు బిగించాలి. స్క్రూలను బిగించిన తర్వాత, అసెంబ్లీ సరిగ్గా సమీకరించబడిందని నిర్ధారించడానికి బిగింపు ప్రాంతాన్ని మళ్లీ పరిశీలించాలి.
పూర్తి ముడుచుకున్న వ్యవస్థను పరీక్షిస్తోంది
వ్యవస్థకు గాలి లేదా నీటి ఒత్తిడిని వర్తింపజేయడం ద్వారా పూర్తి పైపింగ్ వ్యవస్థ యొక్క పరీక్షను నిర్వహించవచ్చు. సాపేక్షంగా అధిక పరీక్ష పీడనం వర్తించినప్పుడు హైడ్రోప్న్యూమాటిక్ పద్ధతి కూడా మినహాయించబడదు.
అయినప్పటికీ, పరీక్ష పీడనం యొక్క విలువ ముడుచుకున్న గాడి వ్యవస్థ యొక్క తయారీదారుచే పేర్కొన్న గరిష్టంగా అనుమతించదగిన పని ఒత్తిడిని మించకూడదని పరిగణనలోకి తీసుకోవాలి.
మీకు అవసరమైన సాధనాలు
సమర్థవంతమైన సంస్థాపనను నిర్వహించడానికి, మీరు ఈ క్రింది సాధనాలను కలిగి ఉండాలి:
- పైప్ కట్టర్ - పైప్ క్రాస్-సెక్షన్ యొక్క నిర్దిష్ట రకం ఆధారంగా తప్పక ఎంచుకోవాలి. మెకానికల్ లేదా మాన్యువల్ కావచ్చు;
- సాండర్ - ఇసుక అట్టతో భర్తీ చేయవచ్చు;
- ఫ్లక్స్ మరియు టంకముతో టంకం రాగి పైపులు లేదా టంకం ఇనుము కోసం గ్యాస్ టార్చ్.
బ్యాటరీలను వ్యవస్థాపించడానికి ప్రణాళిక చేయబడిన స్థలాల తప్పనిసరి హోదాతో తాపన వ్యవస్థ కోసం ఒక ప్రణాళికను రూపొందించడంతో పని ప్రారంభమవుతుంది. తదుపరి దశ పైపును కత్తిరించిన పొడవుగా కత్తిరించడం. చివరలు ఖచ్చితంగా లంబంగా ఉండాలి అని గుర్తుంచుకోవాలి. కత్తిరించిన నమూనాలు తప్పనిసరిగా బర్ర్స్ లేకుండా ఉండాలి. కీళ్లను చక్కటి ఇసుక అట్టతో శుభ్రం చేయాలి.










పైప్ యొక్క శుభ్రం చేయబడిన ముగింపుకు ఒక ఫ్లక్స్ వర్తించబడుతుంది, దాని తర్వాత అది (ముగింపు) రేడియేటర్లోకి చొప్పించబడుతుంది లేదా అది ఆగిపోయే వరకు అమర్చబడుతుంది.ఆ తరువాత, టంకం రాగి తాపన గొట్టాలను టంకం కోసం ఉమ్మడికి వర్తించబడుతుంది. జంక్షన్ వద్ద సంభోగం భాగాలు గ్యాస్ బర్నర్తో వేడి చేయబడతాయి. మంట టంకానికి తాకకుండా చూసుకోవాలి. కానీ, అదే సమయంలో, అది అమర్చడం మరియు పైపు మధ్య అంతరాలను పూరించడానికి తప్పనిసరిగా కరిగిపోతుంది.
రాగి ఉత్పత్తుల రకాలు
రాగి పైపుల యొక్క అనేక వర్గీకరణలు ఉన్నాయి. వాటిలో కొన్నింటిని పరిశీలిద్దాం. తయారీ పద్ధతి ప్రకారం, ఉత్పత్తులు వేరు చేయబడతాయి:
- అణచివేయబడని. వారు స్టాంపింగ్ లేదా రోలింగ్ ద్వారా స్వచ్ఛమైన మెటల్ నుండి తయారు చేస్తారు. అవి అధిక తన్యత బలంతో వర్గీకరించబడతాయి, ఇది సుమారు 450 MPa. ఈ సందర్భంలో, మెటల్ యొక్క డక్టిలిటీ తగ్గుతుంది, ఇది భాగాల ఉపయోగంపై కొన్ని పరిమితులను సృష్టిస్తుంది.
- అనీల్ చేయబడింది. వారు ప్రత్యేక ప్రాసెసింగ్ టెక్నాలజీలో విభేదిస్తారు. పైపులు 700C వరకు వేడి చేయబడతాయి మరియు క్రమంగా చల్లబడతాయి. ఫలితంగా, ఉత్పత్తులు కొంతవరకు వాటి బలాన్ని కోల్పోతాయి, కానీ మరింత సాగేవిగా మారతాయి. ఇటువంటి పైపులు సంపూర్ణంగా సాగుతాయి, విరామానికి ముందు, మూలకం యొక్క పొడవు ఒకటిన్నర రెట్లు పెరుగుతుంది. ఎనియల్డ్ ఉత్పత్తులు మృదువైనవి, ఇది వారి సంస్థాపనను సులభతరం చేస్తుంది.
విభాగం యొక్క ఆకారం రౌండ్ మరియు దీర్ఘచతురస్రాకార మూలకాల మధ్య తేడాను చూపుతుంది. తరువాతి అధిక ధరతో విభిన్నంగా ఉంటుంది, ఇది వాటి తయారీ సంక్లిష్టత కారణంగా ఉంటుంది. ద్రవ పద్ధతి ద్వారా చల్లబడిన విద్యుత్ పరికరాల స్టేటర్ వైండింగ్లలో కండక్టర్ల ఉత్పత్తికి ఇవి ఉపయోగించబడతాయి. బయటి వ్యాసం పరంగా నాన్-ఇన్సులేట్ కాపర్ ఉత్పత్తుల యొక్క ప్రామాణిక పరిమాణాలు 12 నుండి 267 మిమీ వరకు ఉంటాయి. అదనంగా, ప్రతి ప్రామాణిక పరిమాణాలు వేర్వేరు గోడ మందాన్ని కలిగి ఉంటాయి, ఇది 0.6 నుండి 3 మిమీ వరకు ఉంటుంది. గ్యాస్ సరఫరా కోసం, కనీసం 1 మిమీ మందంతో ఉత్పత్తులు ఉపయోగించబడతాయి.ప్లంబింగ్లో, సాధారణంగా ఉపయోగించే పరిమాణాలు 22, 18, 15, 12 బై 1 మిమీ, 52 బై 2 మిమీ మరియు 42, 35, 28 బై 1.5 మిమీ.
అనెల్డ్ రాగి గొట్టాలు కొంత బలాన్ని కోల్పోతాయి, కానీ ప్రత్యేక ప్లాస్టిసిటీ మరియు మృదుత్వాన్ని పొందుతాయి, ఇది వారి సంస్థాపన ప్రక్రియను సులభతరం చేస్తుంది.
GOST 52318-2005 రాగి భాగాల తయారీని మూడు రకాలుగా నియంత్రిస్తుంది, కాఠిన్యం, కార్యాచరణ మరియు యాంత్రిక లక్షణాలలో తేడా ఉంటుంది:
- మృదువైన. నియమించబడిన M లేదా W, వాడుకలో లేని r లేదా F22. బయటి వ్యాసాన్ని 25% పెంచే ప్రక్రియలో పగుళ్లు మరియు విరామాలు లేకుండా విస్తరణను తట్టుకోండి. బెండింగ్ మరియు ఫిట్టింగ్-ఫ్రీ కోల్డ్ కనెక్షన్కు లోబడి ఉంటుంది. తాపన మరియు నీటి సరఫరా వ్యవస్థలను తాపన మరియు ప్లంబింగ్ ఫిక్చర్లకు పైపింగ్ యొక్క బీమ్ పంపిణీతో, అలాగే హీట్ పంపులు, ఫ్లోర్ మరియు ప్యానెల్ తాపన కోసం ఉత్పత్తులు ఉపయోగించబడతాయి.
- సెమీ-ఘన. P లేదా HH, వాడుకలో లేని వెర్షన్ z అని గుర్తు పెట్టడం. పైపు యొక్క వ్యాసాన్ని 15% పెంచే ప్రక్రియలో భాగాలు విస్తరణను తట్టుకుంటాయి. మృదువైన ఉత్పత్తుల కంటే తక్కువ డక్టిలిటీకి సరిపోయే కనెక్షన్ కోసం వేడిని ఉపయోగించడం అవసరం. బెండింగ్ కోసం మీకు పైప్ బెండర్ అవసరం.
- ఘనమైనది. హోదా T లేదా H, వాడుకలో లేని z6 లేదా F30. సంస్థాపన సమయంలో, పైప్ యొక్క విస్తరణ తాపన ప్రక్రియలో మాత్రమే జరుగుతుంది. భాగాన్ని వంచడానికి పైప్ బెండర్ ఉపయోగించబడుతుంది. కదలిక మరియు మలుపుల దిశలో తరచుగా మార్పులు లేకుండా హైవేలను ఏర్పాటు చేయడానికి ఘన, అలాగే సెమీ-సాలిడ్, మూలకాలు ఉపయోగించబడతాయి. అదనంగా, అటువంటి ఉత్పత్తులు పెరిగిన యాంత్రిక బలం అవసరమయ్యే పైప్లైన్ల కోసం ఉపయోగించబడతాయి.
కొంతమంది తయారీదారులు తాపన మరియు నీటి సరఫరా వ్యవస్థలకు డిమాండ్ ఉన్న అదనపు ఎంపికలతో ప్రత్యేక పైపులను ఉత్పత్తి చేస్తారు:
- పాలిథిలిన్ సన్నని గోడల కోశంతో ఇన్సులేట్ చేయబడింది, దీని మందం 2-2.5 మిమీ. పదార్థం రసాయన మరియు యాంత్రిక ఒత్తిడికి నిరోధకతను కలిగి ఉంటుంది, 12 నుండి 54 మిమీ వ్యాసం కలిగిన పైపులకు వర్తించబడుతుంది. కోశం వేడి వ్యవస్థలలో ఉండే ఉష్ణ నష్టాలను తగ్గిస్తుంది మరియు చల్లటి నీటి పైపులపై కండెన్సేట్ ఏర్పడకుండా నిరోధిస్తుంది.
- రక్షిత ఇన్సులేషన్ 2.5 నుండి 3 మిమీ మందంతో. పాలిథిలిన్ షెల్ యొక్క లోపలి వైపు గాలి ఛానెల్లను ఏర్పరిచే చిన్న రేఖాంశ దంతాలతో అమర్చబడి ఉంటుంది. అందువలన, థర్మల్ ఇన్సులేషన్ లక్షణాలు మెరుగుపరచబడ్డాయి మరియు ఉష్ణోగ్రత హెచ్చుతగ్గులతో ఏకశిలా పైప్ యొక్క ఉష్ణ విస్తరణను నిర్వహించడం సాధ్యమవుతుంది.
- నురుగు పదార్థాలతో చేసిన థర్మల్ ఇన్సులేషన్ షెల్తో: సింథటిక్ రబ్బరు, పాలిథిలిన్ ఫోమ్, మృదువైన పాలియురేతేన్ ఫోమ్ మొదలైనవి. ఇన్సులేషన్ పొర యొక్క వెడల్పు 30 మిమీ కంటే ఎక్కువగా ఉంటుంది. వేడి నీటి మరియు తాపన వ్యవస్థలలో అధిక ఉష్ణ బదిలీని తగ్గించడానికి షెల్ ఉపయోగించబడుతుంది.
అవసరమైతే, మీరు ఇన్స్టాల్ చేయబడిన పైప్లైన్ల ఆశ్రయం మరియు థర్మల్ ఇన్సులేషన్ కోసం ప్రత్యేక భాగాలను కొనుగోలు చేయవచ్చు.
రాగి భాగాలను కనెక్ట్ చేయడానికి అమరికలు ఉపయోగించబడతాయి. వారి పరిధి చాలా విస్తృతమైనది. అవి ఆకారంలో విభిన్నంగా ఉంటాయి మరియు వివిధ రకాల కనెక్షన్లను రూపొందించడానికి రూపొందించబడ్డాయి.
రాగితో చేసిన గొట్టాలను చేరడానికి ఎంపికలు
తాపనాన్ని సమీకరించేటప్పుడు, వివిధ సంస్థాపనా పద్ధతులు ఉపయోగించబడతాయి. కాబట్టి, రాగి పైపుల డాకింగ్ ధ్వంసమయ్యే మరియు ధ్వంసమయ్యే పద్ధతి ద్వారా నిర్వహించబడుతుంది. మొదటి సందర్భంలో, అంచులు, థ్రెడ్ ఫాస్టెనర్లు, అమరికలు ఉపయోగించబడతాయి, ఇవి స్వయంచాలకంగా పరిష్కరించబడతాయి.వేరు చేయలేని తాపన వ్యవస్థను రూపొందించినప్పుడు, నొక్కడం, టంకం మరియు వెల్డింగ్ ఉపయోగించబడతాయి.
వెల్డింగ్ ఉమ్మడి
రాగి గొట్టాలను వెల్డింగ్ చేసే ప్రక్రియను పరిశీలిద్దాం. ఈ డాకింగ్ టెక్నిక్ 108 మిమీ లేదా అంతకంటే ఎక్కువ వ్యాసం కలిగిన పైపులకు వర్తించబడుతుంది. తాపన పదార్థం యొక్క గోడ మందం కనీసం 1.5 మిమీ ఉండాలి. వెల్డింగ్ పనిని నిర్వహించడానికి, ఈ సందర్భంలో, బట్ మాత్రమే అవసరం, అయితే సరైన ఉష్ణోగ్రత 1084 డిగ్రీలు ఉండాలి. తాపనను ఇన్స్టాల్ చేయడానికి ఈ ఎంపికను చేతితో చేయమని సిఫారసు చేయలేదని జోడించడం విలువ.
ఈ రోజు వరకు, బిల్డర్లు అనేక రకాల వెల్డింగ్లను ఉపయోగిస్తారు:
- ఆక్సి-ఎసిటిలీన్ రకం బర్నర్లను ఉపయోగించి గ్యాస్ వెల్డింగ్.
- వినియోగించదగిన ఎలక్ట్రోడ్లతో వెల్డింగ్, జడ వాయువు వాతావరణంలో ప్రదర్శించబడుతుంది - ఆర్గాన్ లేదా హీలియం.
- కాని వినియోగించలేని ఎలక్ట్రోడ్లు ఉపయోగించిన వెల్డింగ్.
చాలా సందర్భాలలో, రాగి మూలకాలలో చేరడానికి ఆర్క్ వెల్డింగ్ పద్ధతి ఉపయోగించబడుతుంది. పైప్లైన్ను సమీకరించటానికి ప్లాన్ చేయబడిన పైపులు స్వచ్ఛమైన రాగితో తయారు చేయబడితే, అప్పుడు ఆర్గాన్, నైట్రోజన్ లేదా హీలియం వాతావరణంలో ఫ్యూసిబుల్ కాని టంగ్స్టన్ ఎలక్ట్రోడ్లను ఉపయోగించడం అవసరం. రాగి మూలకాలను వెల్డింగ్ చేసినప్పుడు, ప్రక్రియ వేగంగా ఉండాలి. ఇది పైపు యొక్క మెటల్ బేస్ మీద వివిధ ఆక్సీకరణలు ఏర్పడకుండా నిరోధిస్తుంది.
రాగి గొట్టాల వెల్డింగ్ ఉమ్మడి
అటువంటి కనెక్షన్కు బలాన్ని ఇవ్వడానికి, డాకింగ్ పనిని పూర్తి చేసిన తర్వాత, ఫలిత కీళ్ల యొక్క అదనపు ఫోర్జింగ్ను నిర్వహించాలని సిఫార్సు చేయబడింది.
ఫ్లారింగ్ కనెక్షన్
తాపన వ్యవస్థల సంస్థాపన సమయంలో వెల్డింగ్ టార్చెస్ ఉపయోగం కొంత అసౌకర్యాన్ని సృష్టిస్తుంది. ఈ సందర్భంలో, రాగి పైప్ కీళ్లను మండించడం ఆశ్రయించమని సిఫార్సు చేయబడింది.ఈ ఇన్స్టాలేషన్ పద్ధతి వేరు చేయగలిగినదిగా మారుతుంది, ఇది బలవంతంగా తాపన అసెంబ్లీ సందర్భంలో సానుకూల పాత్ర పోషిస్తుంది.
ఈ రకమైన ఆపరేషన్కు మండే పరికరం యొక్క తప్పనిసరి ఉనికి అవసరం. ఫ్లేరింగ్ ద్వారా తాపన గొట్టాలను ఎలా కనెక్ట్ చేయాలో మేము వివరంగా వివరించడానికి ప్రయత్నిస్తాము:
- ప్రారంభించడానికి, పదార్థం యొక్క కత్తిరింపు సమయంలో ఏర్పడిన స్కఫ్స్ మరియు బర్ర్స్ను దాని ఉపరితలం నుండి తొలగించడానికి పైపు యొక్క కొన శుభ్రం చేయబడుతుంది;
- పైపుపై కలపడం పరిష్కరించబడింది;
- అప్పుడు పైపు బిగింపు పరికరంలోకి చొప్పించబడుతుంది, దీని సహాయంతో మరింత విస్తరణ జరుగుతుంది;
- పైపు చివర కోణం 45 డిగ్రీలకు చేరుకునే వరకు మీరు సాధనం యొక్క స్క్రూను బిగించడం ప్రారంభించాలి;
- పైపు ప్రాంతం కనెక్షన్ కోసం సిద్ధంగా ఉన్న తర్వాత, దానికి కలపడం తీసుకురావాలి మరియు గింజలను బిగించాలి.
దిగువ వీడియోలో మీరు ప్రక్రియ గురించి మరింత తెలుసుకోవచ్చు.










కనెక్షన్ పద్ధతిని నొక్కండి
తాపన గొట్టాలను ఇన్స్టాల్ చేయడానికి పైన పేర్కొన్న అన్ని పద్ధతులకు అదనంగా, నొక్కడం సాంకేతికత కూడా ఉంది. ఈ సందర్భంలో రాగి మూలకాలను చేరడానికి, పైప్ యొక్క గతంలో తయారుచేసిన ముగింపును ఆపివేసే వరకు కలపడంలోకి చొప్పించడం అవసరం. దీని తరువాత, హైడ్రాలిక్ లేదా మాన్యువల్ ప్రెస్ను ఉపయోగించడం అవసరం అవుతుంది, దీని ద్వారా పైపులు పరిష్కరించబడతాయి.
మందపాటి గోడల పైపుల నుండి తాపనాన్ని సమీకరించాలని ప్లాన్ చేస్తే, ప్రత్యేక కంప్రెషన్ స్లీవ్లతో ప్రెస్ అమరికలు అవసరం. ఈ అంశాలు లోపలి నుండి వేడి చేయడానికి పైపులు మరియు అమరికలను కుదించడం సాధ్యం చేస్తాయి, అయితే బాహ్య సీల్స్ నిర్మాణం యొక్క అద్భుతమైన బిగుతును అందిస్తాయి.
థ్రెడ్ రకం కనెక్షన్లు
దురదృష్టవశాత్తు, మార్కెట్లో థ్రెడ్ కనెక్షన్లతో రాగి గొట్టాలను కనుగొనడం అసాధ్యం, అందువల్ల తాపన వ్యవస్థ యొక్క భాగాలలో చేరడానికి యూనియన్ గింజను కలిగి ఉన్న అమరికలను ఉపయోగించడం ఆచారం.
ఇతర పదార్థాలతో తయారు చేయబడిన పైపులతో రాగి గొట్టాలను చేరడానికి, కాంస్య లేదా ఇత్తడి థ్రెడ్ అమరికలు ఉపయోగించబడతాయి. వారి ఉపయోగం గాల్వానిక్ తుప్పు సంభావ్యతను తొలగిస్తుంది. పైపులు వ్యాసంలో విభిన్నంగా ఉన్న సందర్భంలో, ప్రత్యేక ఎక్స్పాండర్ల సహాయాన్ని ఆశ్రయించండి.
రాగి తాపన వ్యవస్థల కోసం నేడు ఉపయోగించే సీల్స్ రకాలను పరిశీలిస్తే, రెండు రకాల థ్రెడ్ కనెక్షన్లు ఉన్నాయి:
- శంఖాకార రకం ("అమెరికన్") యొక్క ఏకీకరణలు. అధిక ఉష్ణోగ్రత సూచికల పరిస్థితుల్లో తాపన సంస్థాపనకు ఈ అంశాలు సిఫార్సు చేయబడ్డాయి.
- ఫ్లాట్ రకం కనెక్షన్లు. ఇటువంటి పదార్థాలు వివిధ రంగుల పాలీమెరిక్ పదార్థాలతో తయారు చేయబడిన వాటి డిజైన్ సీల్స్లో ఉన్నాయి. అటువంటి అంశాలతో మీరు పని చేయగల ఉష్ణోగ్రతలను సూచించడానికి వివిధ రంగులలో Gaskets పెయింట్ చేయబడతాయి.
రాగి పైపుల కోసం కనెక్షన్ రేఖాచిత్రం
స్వీయ అసెంబ్లీ
రాగి గొట్టాలను ఉపయోగించి పైప్లైన్ యొక్క సంస్థాపన మీ స్వంత చేతులతో చాలా సాధ్యమే. ఇది చేయుటకు, గ్యాస్ బర్నర్ మరియు టంకము ఉపయోగించండి, ఇది రెండు రకాలు - హార్డ్ మరియు మృదువైనది. నీటి సరఫరా, గ్యాస్ మరియు తాపన కోసం కమ్యూనికేషన్లలో అధిక-ఉష్ణోగ్రత టంకం కోసం హార్డ్ టంకము ఉపయోగించబడుతుంది. మృదువైన - దేశీయ పరిస్థితులలో తక్కువ ఉష్ణోగ్రతల వద్ద టంకం కోసం.

- ఉమ్మడి లోపల బ్రష్ చేయడం మరియు ఇసుక వేయడం;
- లోపల మరియు వెలుపల ఫ్లక్స్ పేస్ట్ యొక్క అప్లికేషన్;
- గ్యాస్ బర్నర్తో కనెక్షన్ పాయింట్ను వేడి చేయడం.
ఈ చిట్కాలను సద్వినియోగం చేసుకోండి. ఇసుక అట్టతో పైపుల అంచులను కత్తిరించిన తర్వాత బర్ర్స్ తొలగించవద్దు. గొట్టాల చివరలలో ఒకదానిని ఒకదానికొకటి సరిపోయే విధంగా పైప్ ఎక్స్పాండర్తో విస్తరించాలి
ఫ్లక్స్ పేస్ట్ను వర్తింపజేసేటప్పుడు, అది చాలా ఎక్కువ లేదని నిర్ధారించుకోండి మరియు టంకం చేసేటప్పుడు అది పైపు యొక్క ల్యూమన్లోకి రాదు.
జంక్షన్ వేడెక్కడం ముఖ్యం కాదు, ప్రభావం పొందడానికి 15-20 సెకన్లు సరిపోతాయి. ఫ్లక్స్ వెండి రంగును పొందినప్పుడు తాపన నిలిపివేయబడుతుంది.
పూర్తయిన వ్యవస్థను ప్రారంభించే ముందు, ఇన్స్టాలేషన్ ప్రక్రియ నుండి అన్ని కణాలను తొలగించడానికి పెద్ద నీటి పీడనంతో కడిగివేయడం మంచిది.
బహిరంగ మంటలతో పనిచేయడానికి భద్రతా జాగ్రత్తలు అవసరం. ఈ పనుల సమయంలో జీవితం మరియు ఆరోగ్యాన్ని జాగ్రత్తగా చూసుకోవడం విలువ.
రాగి పైప్లైన్లు, వారి అద్భుతమైన లక్షణాల కారణంగా, వేడి మరియు చల్లటి నీటి సరఫరా అవకాశంతో పాటు, తాపన వ్యవస్థకు నమ్మదగిన ఎంపికగా తమను తాము చూపించాయి.
తయారీ పదార్థాల ద్వారా వర్గీకరణ
పదార్థం యొక్క ఎంపిక కార్యాచరణ లోడ్లపై ఆధారపడి ఉంటుంది - ఒత్తిడి, ద్రవ ప్రవాహం, (కొన్నిసార్లు దాని సాంద్రతపై కూడా), అలాగే హైడ్రాలిక్ నిరోధకత స్థాయిపై ఆధారపడి ఉంటుంది. అన్నింటికంటే, ఫిట్టింగ్ అనేది వివిధ ప్రక్కనే ఉన్న మూలకాల వల్ల కలిగే అదనపు ప్రవాహ అవరోధం - రబ్బరు పట్టీలు మరియు ఉత్పత్తి యొక్క డిజైన్ లక్షణాలు - అలలు, లెడ్జెస్, వక్రత రేడియాలు, పరివర్తన విభాగాలు మొదలైనవి.
ప్రశ్నలోని భాగాల తయారీకి సిఫార్సు చేయబడిన పదార్థాలు కూడా వాటి ఉత్పత్తి యొక్క ఉత్పాదకతను పరిగణనలోకి తీసుకొని ఎంపిక చేయబడతాయి:
- కాస్ట్ ఇనుము. నాడ్యులర్ గ్రాఫైట్ (VCh100 గ్రేడ్లు)తో కూడిన కాస్ట్ ఐరన్లు తరచుగా ఉపయోగించబడతాయి, ఇవి తగినంత బలం మరియు సంతృప్తికరమైన డక్టిలిటీని కలిగి ఉంటాయి. చాలా తరచుగా మెల్లిబుల్ కాస్ట్ ఐరన్ గ్రేడ్లు SCH30 లేదా SCH35, అలాగే డక్టైల్ ఐరన్ గ్రేడ్లు KCh35-10 లేదా KCh 37-12తో తయారు చేయబడిన ఎడాప్టర్లు ఉన్నాయి. కొన్ని సందర్భాల్లో, పూర్తి ఉత్పత్తులు వాటి ప్రదర్శనను మెరుగుపరచడానికి గాల్వనైజ్ చేయబడతాయి.
- ఉక్కు.ఎక్కువగా స్టెయిన్లెస్ స్టీల్ గ్రేడ్ 08X18H10 ఉపయోగించబడుతుంది, అలాగే దాని విదేశీ ప్రతిరూపాలు. ఇతర బ్రాండ్లు అధిక ఉష్ణోగ్రతల వద్ద తినివేయు మీడియాను పంపింగ్ చేయడానికి రూపొందించిన వ్యవస్థలలో ఉపయోగించబడతాయి, ఇవి రాపిడి కణాలతో కలుషితమవుతాయి. ఇక్కడ ఉక్కు రకం 45X ఉపయోగించబడుతుంది. 40HN. 40HNM మరియు ఇలాంటివి.
- ఇత్తడి. ప్లాస్టిక్ డిఫార్మేషన్ టెక్నాలజీని ఉపయోగిస్తున్నప్పుడు, అవి వికృతమైన ఇత్తడి బ్రాండ్లచే మార్గనిర్దేశం చేయబడతాయి: L70 నుండి సాధారణం, మల్టీకంపోనెంట్ - LA-77-2, LN 65-5. కాస్టింగ్ ఇత్తడి నుండి - LTs40S, LTs25S2, మొదలైనవి.
- వికృతమైన అల్యూమినియం మరియు పాలిథిలిన్ గ్రేడ్లు PE-X లేదా PE-RT ఆధారంగా మెటల్-ప్లాస్టిక్లు.
- అల్ప పీడన పాలిథిలిన్ (HDPE). తక్కువ కార్యాచరణ లోడ్ల వద్ద, పాలిమర్లు ఉపయోగించబడతాయి, GOST 16338-85 యొక్క సాంకేతిక అవసరాలకు అనుగుణంగా తయారు చేయబడతాయి.

HDPE పైపుల కోసం అమరికలు: అమరికల రకాలు మరియు పైప్లైన్లను కనెక్ట్ చేయడానికి ఎంపికలు నిర్మాణంలో, HDPEతో తయారు చేయబడిన పైప్లైన్లు ఎక్కువగా ఉపయోగించబడుతున్నాయి. అందుకే రీన్ఫోర్స్మెంట్ ఎలిమెంట్స్కు డిమాండ్ కూడా పెరుగుతోంది. వారి సహాయంతో, పైపుల సంస్థాపన సులభం మరియు వేగంగా అవుతుంది ...










రాగి ఉత్పత్తుల రకాలు
ప్రస్తుతానికి, అనేక రకాల రాగి గొట్టాలు ఉన్నాయి. క్రింద ప్రధానమైనవి.
నియామకం ద్వారా
కింది గొట్టాలు వాటి ఉద్దేశించిన ప్రయోజనం కోసం ఉపయోగించబడతాయి:
- ఫర్నిచర్ కోసం - క్రోమ్ తయారు - 25 mm;
- వాణిజ్య పరికరాల కోసం - ఓవల్ ఉత్పత్తి - 25 మిమీ;
- ఫర్నిచర్ మద్దతు తయారీలో - 50 మిమీ (బార్);
- వంటగది గది కోసం - 50 మరియు 26 మిమీ (రైలింగ్ మరియు బార్).
ఫర్నిచర్ తయారీలో, ఫర్నిచర్ క్రోమ్ పూతతో కూడిన పైప్ ఉపయోగించబడుతుంది. ఇది ప్రధాన ఫర్నిచర్ నిర్మాణంలో ఉపయోగించబడుతుంది - మెటల్ బార్గా. రౌండ్ కాకుండా, ఇది దీర్ఘచతురస్రాకార క్రాస్ సెక్షన్ కలిగి ఉంటుంది. సాధారణంగా ఉపయోగించే ప్రొఫైల్ 40*100, 40*80, 50*50.
ఇది చదునైన ఉపరితలంపై మాత్రమే వ్యవస్థాపించబడుతుంది మరియు మరమ్మత్తు మరియు కార్ ఫ్యాక్టరీలలో కూడా ఉపయోగించబడుతుంది - బలమైన ఫ్రేమ్ను సృష్టించేటప్పుడు.
తయారీ పద్ధతి ప్రకారం
తయారీ పద్ధతిని బట్టి, అటువంటి రాగి గొట్టాలు ఉపయోగించబడతాయి:
అన్నియల్డ్ కాపర్ పైపింగ్. ఇది స్టాంపింగ్ ఉపయోగించి స్వచ్ఛమైన లోహంతో తయారు చేయబడింది.
ఇది అధిక తన్యత బలాన్ని కలిగి ఉంటుంది. ఈ సందర్భంలో, మెటల్ తక్కువ సాగేదిగా మారుతుంది, దాని తర్వాత అటువంటి ట్యూబ్ యొక్క ఉపయోగంపై కొన్ని పరిమితులు ఉన్నాయి.
ఎనియల్డ్ రాగి గొట్టాలు ప్లాస్టిక్, ఈ నాణ్యత సంస్థాపన ప్రక్రియను సులభతరం చేస్తుంది
ఎనియల్డ్ రాగి పైపు. ఇది ప్రత్యేక ప్రాసెసింగ్ టెక్నాలజీ ద్వారా వెళుతుంది. ఇది 700 డిగ్రీల సెల్సియస్ వరకు వేడి చేయబడుతుంది మరియు తరువాత చల్లబడుతుంది. ఈ సందర్భంలో, పైప్లైన్ అంశాలు తక్కువ బలంగా మారతాయి, కానీ మరింత అనువైనవి.
అదనంగా, అవి బాగా సాగుతాయి - బ్రేకింగ్ ముందు, వాటి పొడవు 1.5 రెట్లు పెరుగుతుంది.
ఎనియల్డ్ పైపింగ్ ఉత్పత్తులు మృదువైనవి, కాబట్టి వాటి సంస్థాపన వేగంగా మరియు సులభంగా ఉంటుంది.
విభాగం ఆకారం ద్వారా
విభాగం ఆకారం ప్రకారం, అవి వేరు చేస్తాయి:
- రౌండ్ నీటి పైపులు;
- దీర్ఘచతురస్రం ఆకారాన్ని కలిగి ఉన్న పైప్లైన్ మూలకాలు. ఎలక్ట్రికల్ పరికరాల స్టేటర్ వైండింగ్లో కండక్టర్లను రూపొందించడానికి అవి ఉపయోగించబడతాయి, ఇది ద్రవ పద్ధతి ద్వారా చల్లబడుతుంది.
రాగి గొట్టాల కొలతలు బయటి వ్యాసం ద్వారా నిర్ణయించబడతాయి, ఇది 12-267 మిమీ. ఈ సందర్భంలో, ఏదైనా పైపు పరిమాణం 0.6-3 మిమీకి సమానమైన నిర్దిష్ట గోడ మందం కలిగి ఉంటుంది.
గృహాలలోకి వాయువును నిర్వహించినప్పుడు, కనీసం 1 మిమీ మందం కలిగిన పైపులు ఉపయోగించబడతాయి.
ప్లంబింగ్ను ఇన్స్టాల్ చేస్తున్నప్పుడు, అనేక సందర్భాల్లో ఒక రాగి ప్లంబింగ్ పైప్ ఉపయోగించబడుతుంది, ఇది అటువంటి పరిమాణాలను కలిగి ఉంటుంది: 12, 15, 18, 22 బై 1 మిమీ, 28, 35, 42 బై 1.5 మిమీ మరియు 52 బై 2 మిమీ.
కాఠిన్యం యొక్క డిగ్రీ ప్రకారం
కాఠిన్యం యొక్క డిగ్రీ ప్రకారం రాగి గొట్టాలు ఉపయోగించబడతాయి, అవి:
మృదువైన. హోదా M లేదా W. బయటి వ్యాసం 25% విస్తరించినప్పుడు అవి పగుళ్లు మరియు చిరిగిపోకుండా విస్తరణను తట్టుకోగలవు.
తాపన వ్యవస్థ సృష్టించబడినప్పుడు లేదా వినియోగదారులకు నీటి సరఫరా కోసం పైప్లైన్లు వేయబడుతున్నప్పుడు ఇటువంటి పైప్లైన్ ఉత్పత్తులు ఉపయోగించబడతాయి. అదే సమయంలో, ప్లంబింగ్ మరియు తాపన పరికరాలకు పైపింగ్ యొక్క పుంజం పంపిణీ చేయబడుతుంది.
చాలా సందర్భాలలో మృదువైన పైప్లైన్ అంశాలు నీటి పైపుల నిర్మాణం మరియు మరమ్మత్తులో ఉపయోగించబడతాయి. వారి కనెక్షన్ సరళమైనదిగా పరిగణించబడుతుంది - అదనపు పరికరాలను ఉపయోగించకుండా డాకింగ్ చేయవచ్చు.








రాగి పైపులు వాటి ద్వారా రవాణా చేయబడిన ద్రవాల యొక్క అధిక ఉష్ణోగ్రతను తట్టుకోగలవు
సెమీ-ఘన. వారికి ఈ క్రింది హోదాలు ఉన్నాయి - P లేదా NN. ఇటువంటి పైప్లైన్ ఉత్పత్తులు 15% వ్యాసం పెరుగుదలతో విస్తరణను తట్టుకోగలవు.
అవి వ్యవస్థాపించబడినప్పుడు, ఫిట్టింగులను ఉపయోగించకుండా గొట్టాలను కనెక్ట్ చేయడానికి తాపన ఉపయోగించబడుతుంది. సెమీ-ఘన ఉత్పత్తులను బెండింగ్ లేదా అన్బెండింగ్ కోసం, రాగి పైపుల కోసం పైప్ బెండర్ ఉపయోగించబడుతుంది.
ఘనమైనది. వారు క్రింది అక్షరాల ద్వారా నియమించబడ్డారు - T లేదా H. అవి వ్యవస్థాపించబడినప్పుడు, తాపన సమయంలో మాత్రమే పంపిణీ చేయబడుతుంది. పైపును వంచడానికి, పైప్ బెండర్ ఉపయోగించండి.
వివిధ రహదారుల నిర్మాణంలో చివరి 2 రకాల రాగి ఉత్పత్తులు ఉపయోగించబడతాయి.
అలాగే, అటువంటి భాగాలు పైప్లైన్ నిర్మాణంలో ఉపయోగించబడతాయి, ఇది పెరిగిన యాంత్రిక బలాన్ని కలిగి ఉండాలి.
అటువంటి గొట్టాల సీలింగ్ ఒక ముఖ్యమైన ప్రక్రియగా పరిగణించబడుతుంది. అన్నింటికంటే, వారి అన్డాకింగ్ ఎప్పుడైనా సంభవించవచ్చు - ఉదాహరణకు, సీలెంట్ క్షీణించినప్పుడు. అటువంటి పరిస్థితిలో, కీళ్ళను పూర్తిగా పునరావృతం చేయడం అవసరం.
వైండింగ్ రకాలు
తయారీదారులు రాగి పైపుల కోసం వివిధ రకాల వైండింగ్లను ఉపయోగిస్తారు:
- FUM టేప్. ఈ టేప్ అన్ని రకాల థ్రెడ్ కనెక్షన్లలో ఉపయోగించబడుతుంది;
- ప్లంబింగ్ కోసం క్యూరింగ్ సీలెంట్. ఇటువంటి పదార్థం వివిధ సంస్థలలో మరియు రోజువారీ జీవితంలో ఉపయోగించబడుతుంది;
- ప్లంబింగ్ కోసం ఇంట్లో తయారుచేసిన సీలెంట్. 1940 నాటి ఇళ్లలో అమర్చిన పైపులు లీక్ అవ్వవు.
అలాగే, రాగి గొట్టాల నుండి వేడి చేయడానికి అవసరమైతే ఈ పద్ధతిని అన్వయించవచ్చు.
రెడ్ లెడ్ అందుబాటులో లేకుంటే సాధారణ పీఎఫ్ పెయింట్నే వాడాలి.
ద్రవ-వాహక వ్యవస్థలతో పనిచేసేటప్పుడు సీలింగ్ తప్పనిసరి