
- పని కోసం తయారీ
- మెటల్-ప్లాస్టిక్ పైపుల సంస్థాపన
- ఉపకరణాలు
- కుదింపు కనెక్షన్
- కనెక్షన్ నొక్కండి
- పుష్ ఫిట్ కనెక్షన్
- వాల్ మౌంట్
- ఫిట్టింగ్ వర్గీకరణ
- నొక్కే ముందు సన్నాహక పని
- ఉపయోగం కోసం సూచనలు
- క్రిమ్పింగ్ ప్రక్రియ
- ఫ్లషింగ్ మరియు నొక్కడం అంటే ఏమిటి
- మెటల్-ప్లాస్టిక్ గొట్టాల సంస్థాపన మీరే చేయండి
- అపార్ట్మెంట్ భవనాలలో పరీక్షలు
పని కోసం తయారీ
అన్ని కొలిచే పరికరాలు తప్పనిసరిగా లైసెన్స్ పొందిన పరీక్షా ప్రయోగశాల ద్వారా ముందుగా ధృవీకరించబడాలి. హైడ్రాలిక్ పవర్ ప్యాక్ టెస్ట్ ప్రెజర్ మానిఫోల్డ్ ద్వారా ప్రెజర్ లైన్కు కనెక్ట్ చేయబడింది. కలెక్టర్కు డ్రెయిన్ వాల్వ్ మరియు ప్రెజర్ గేజ్ ఉన్నాయి. ప్రెజర్ గేజ్లు పీడన రేఖ చివరిలో మరియు ప్రారంభంలో వ్యవస్థాపించబడ్డాయి.
పైపుల ఒత్తిడి పరీక్షకు ముందు, అన్ని కవాటాలు మరియు గేట్లను మూసివేయాలి.
పైప్లైన్ యొక్క ఒత్తిడి పరీక్ష కోసం తయారీ క్రింది దశలను కలిగి ఉంటుంది:
- పని ద్రవంతో సర్క్యూట్ నింపడం;
- పరీక్ష పీడనానికి సమానమైన ఒత్తిడి అక్కడ సృష్టించబడే వరకు లైన్ నింపడం;
- పరీక్ష సాధనాలు మరియు పరికరాలను హైవే యొక్క కావలసిన విభాగానికి కనెక్ట్ చేయడం.
మెటల్-ప్లాస్టిక్ పైపుల సంస్థాపన
మెటల్-ప్లాస్టిక్ పైప్లైన్ యొక్క సంస్థాపన అనేక దశలను కలిగి ఉంటుంది:
- పదార్థాలు, సాధనాల తయారీ.
- కనెక్షన్ల సంస్థాపన.
- పూర్తయిన పైప్లైన్ యొక్క పరీక్ష.
అన్ని రకాల కీళ్ల కోసం మెటీరియల్ తయారీ ఒకేలా ఉంటుంది. ప్రాజెక్ట్ ప్రకారం పైపులు కట్ చేయాలి. కొలిచేటప్పుడు, ఫిట్టింగ్ కోసం పొడవు అతివ్యాప్తిని పరిగణనలోకి తీసుకోండి.

మెటల్-ప్లాస్టిక్ కాయిల్స్లో విక్రయించబడటం వలన, ఒక ఫ్లాట్ ఉపరితలంపై పైపును రోలింగ్ చేయడం ద్వారా పదార్థం సంస్థాపనకు ముందు నిఠారుగా ఉండాలి. మొదట, పైప్ రాగ్స్ యొక్క అనేక పొరలలో చుట్టి ఉండాలి.
ఉపకరణాలు
మెటల్-ప్లాస్టిక్ కమ్యూనికేషన్ల యొక్క సంస్థాపనకు సంబంధించిన సాధనాల సమితి పైప్లైన్ యొక్క భాగాలను కనెక్ట్ చేయడానికి ఏ అమరికలు ఉపయోగించబడుతున్నాయనే దానిపై ఆధారపడి ఉంటుంది.
మెటల్-పాలిమర్ గొట్టాల నుండి పైప్లైన్ను సమీకరించటానికి, మీరు కలిగి ఉండాలి:
- పదార్థం కటింగ్ కోసం పైపు కట్టర్ లేదా హ్యాక్సా;
- కాలిబ్రేటర్ - పైప్ విస్తరించేందుకు మరియు సర్కిల్ ఆదర్శ నిష్పత్తిలో ఇవ్వాలని;
- చాంఫెర్ - చాంఫరింగ్ కోసం;
- పైపు అంచులను తొలగించడానికి ఇసుక అట్ట;
- సర్దుబాటు (లేదా wrenches) wrenches;
- కొన్ని రకాల కనెక్షన్ల కోసం పటకారు నొక్కండి;
- బిల్డింగ్ హెయిర్ డ్రైయర్ లేదా ఇసుక వంటి బెండింగ్ పరికరం.
కత్తెరతో కత్తిరించడం మంచిది, కానీ మీరు హ్యాక్సా లేదా పదునైన కత్తిని కూడా ఉపయోగించవచ్చు.
కనెక్షన్ కోసం అంచులు సిద్ధమైనప్పుడు, పైపు అమర్చడంలో చేర్చబడుతుంది. మెటల్-ప్లాస్టిక్ పైపులను ఒకదానికొకటి కనెక్ట్ చేయడం లేదా మరొక పదార్థానికి పరివర్తనతో అనేక రకాలు ఉన్నాయి:
- కుదింపు అమరికలు;
- ప్రెస్ కనెక్షన్;
- పుష్ ఫిట్.
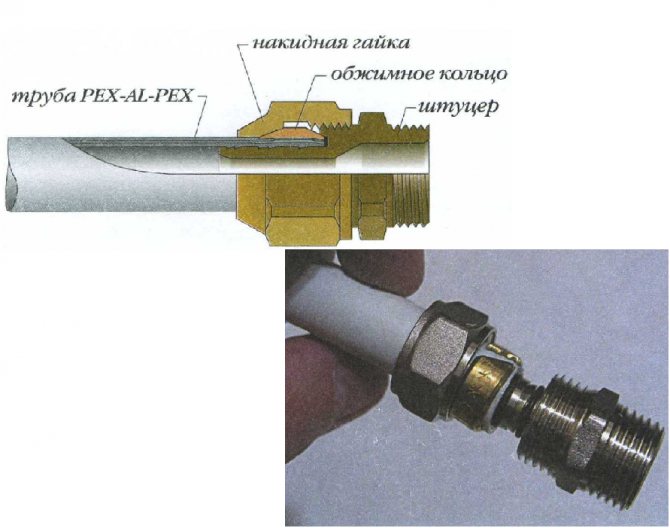
కుదింపు కనెక్షన్
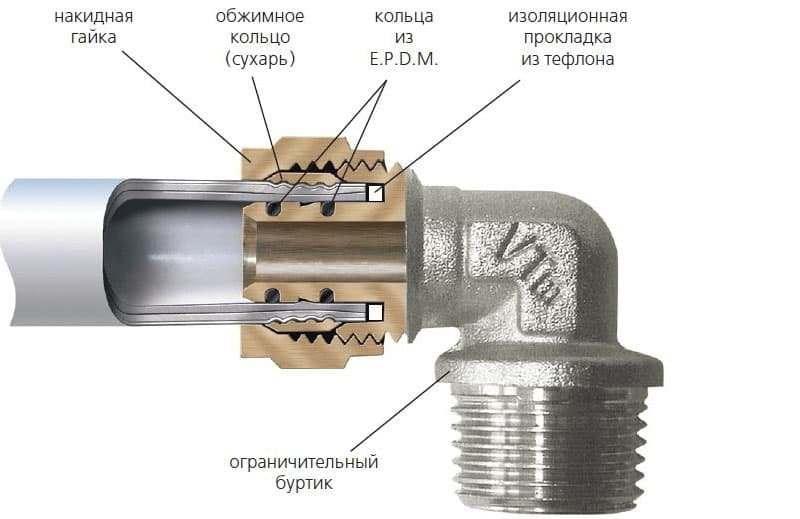
కుదింపు అమరికలను ఉపయోగించి మెటల్-ప్లాస్టిక్ పైపుల కనెక్షన్ సాధారణమైనది మరియు స్వీయ-అసెంబ్లీకి సరసమైనది. ఇటువంటి నోడ్లను విడదీయవచ్చు మరియు తిరిగి కలపవచ్చు. సంస్థాపన కోసం మీకు 2 రెంచెస్ అవసరం.
ఇన్స్టాలేషన్ అల్గోరిథం:
- యుక్తమైనది untwisted మరియు disassembled ఉంది. పైపు చివర ఒక యూనియన్ గింజ మరియు ఫెర్రుల్ ఉంచబడతాయి.
- పైప్ లోపలి భాగం మరియు రబ్బరు రబ్బరు పట్టీతో అమర్చిన ముగింపు అమరిక ప్రక్రియను సులభతరం చేయడానికి మందపాటి సబ్బు నురుగుతో సరళతతో ఉంటుంది. అదే ప్రయోజనం కోసం, లోపలి వ్యాసం కాలిబ్రేటర్తో ముందే ఫ్లార్డ్ చేయబడింది. ఇటువంటి చర్యలు రబ్బరు రబ్బరు పట్టీల స్థానభ్రంశం నిరోధిస్తాయి.
- ఫిట్టింగ్ జంక్షన్లోకి చొప్పించబడింది, రింగ్ స్థానభ్రంశం చెందుతుంది మరియు గింజ కఠినతరం చేయబడుతుంది. ట్విస్టింగ్ ప్రక్రియ రెండు కీలను ఉపయోగించి నిర్వహించబడుతుంది.
ఫలితంగా కనెక్షన్ లీకేజ్ విషయంలో ఆవర్తన నియంత్రణ మరియు గింజను బిగించడం అవసరం.
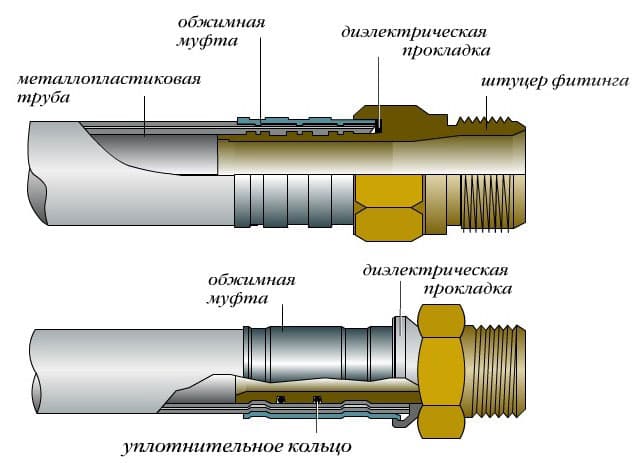
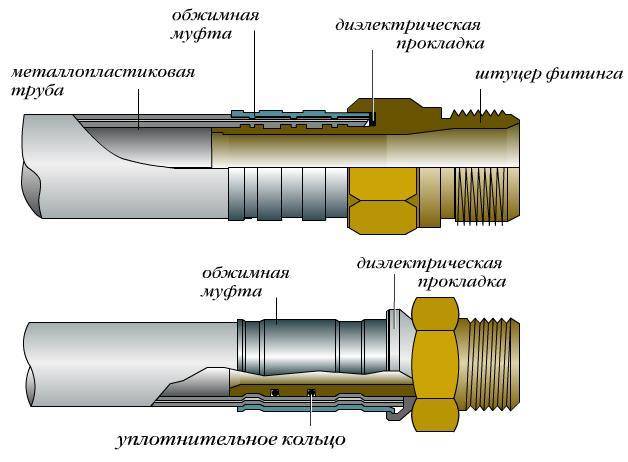
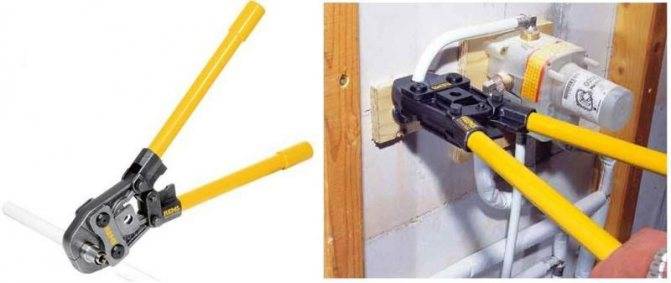
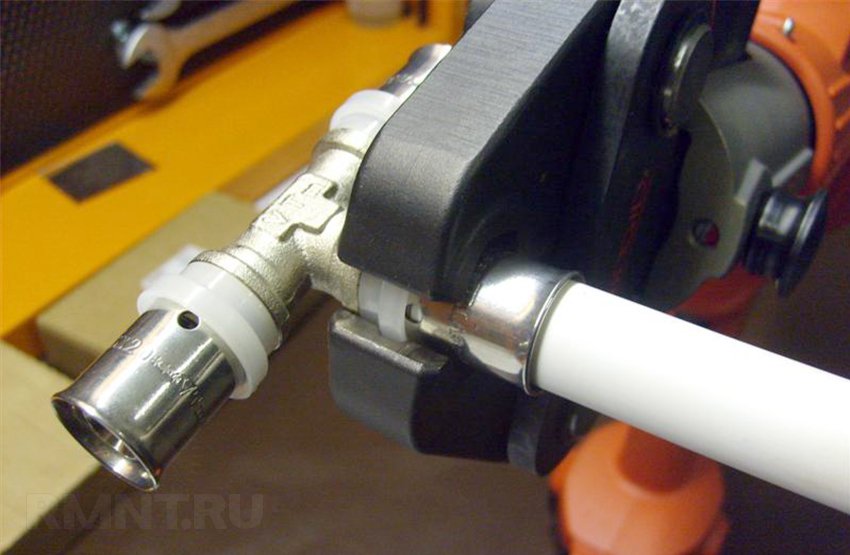
కనెక్షన్ నొక్కండి
ప్రెస్ ఫిట్టింగ్లు మరియు ప్రెస్ టూల్ (మాన్యువల్ లేదా ఎలక్ట్రిక్) ఉపయోగించి క్రింప్ కనెక్షన్ మౌంట్ చేయబడింది.
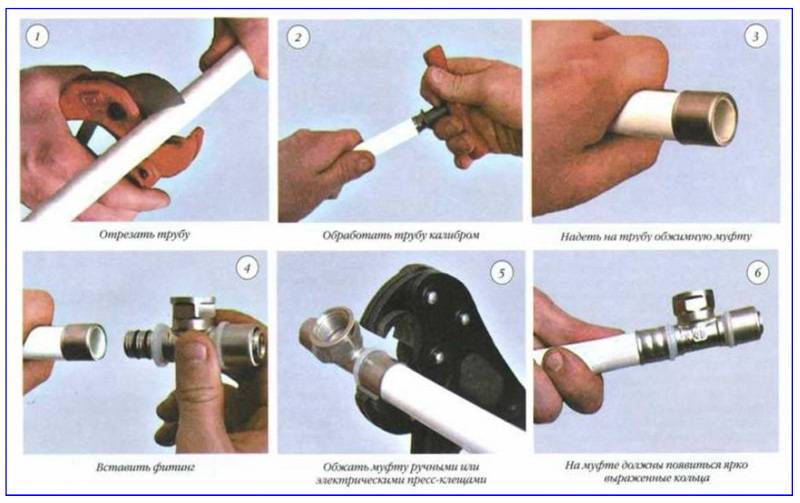
మౌంటు పథకం:
- తయారీ: కట్ ప్రాసెస్ మరియు శుభ్రం చేయబడుతుంది. ప్రెస్ ఫిట్టింగ్ విడదీయబడింది మరియు సమగ్రత మరియు రబ్బరు పట్టీల ఉనికిని తనిఖీ చేసి, ఆపై మళ్లీ సమీకరించబడుతుంది ..
- కనెక్షన్ కోసం అంచు నియంత్రణ విండోకు అమర్చడంపై ఉంచబడుతుంది.
- స్లీవ్ ప్రెస్ పటకారుతో ఒత్తిడి చేయబడుతుంది, టూల్ హ్యాండిల్స్ స్టాప్కు తగ్గించబడతాయి.
- కనెక్ట్ ఫిట్టింగ్ యొక్క వ్యతిరేక ముగింపులో ఆపరేషన్లను పునరావృతం చేయండి.
ఫలితంగా కనెక్షన్ 50 సంవత్సరాల వరకు పనిచేస్తుంది, కానీ వేరు చేయలేనిది.







పుష్ ఫిట్ కనెక్షన్
ప్లాస్టిక్ గొట్టాలను కనెక్ట్ చేయడానికి పుష్ అమరికలు అత్యంత ఖరీదైన అంశాలు. అయినప్పటికీ, వారి ఉపయోగం ఏ సాధనాలు మరియు నైపుణ్యాలు అవసరం లేదు, ఇది నమ్మదగినది మరియు మన్నికైనది.

సిద్ధం చేసిన పైపు నియంత్రణ రంధ్రం వరకు పుష్-ఫిట్లోకి చొప్పించబడుతుంది. తరువాత, మొత్తం నిర్మాణం సమావేశమై ఉంది. ట్రయల్ ఫ్లో ప్రారంభించబడింది, దీని చర్యలో అంతర్గత చీలిక ద్వారా కనెక్షన్ పరిష్కరించబడుతుంది.
వాల్ మౌంట్

మెటల్-ప్లాస్టిక్ ఉత్పత్తుల యొక్క బలహీనమైన స్థానం అల్యూమినియం పొర సన్నగా ఉన్నందున యాంత్రిక నష్టానికి తక్కువ నిరోధకత.
పెద్ద బెండింగ్ వ్యాసార్థం లేదా స్థిరమైన ఒత్తిళ్లతో, పైపు వైకల్యంతో ఉంటుంది.ఈ సందర్భంలో, ఒక గోడ, పైకప్పు లేదా ఒక పునాది కింద - ఒక ఘన బేస్ మీద పైప్లైన్ను పరిష్కరించడానికి ఇది సిఫార్సు చేయబడింది. దీన్ని చేయడానికి, ఫిక్సింగ్ మూలకం గోడకు స్థిరంగా ఉంటుంది:
- క్లిప్లు;
- మద్దతు ఇస్తుంది;
- లాకెట్టు.
బందు మరియు ఫిక్సింగ్ ప్రక్రియ సరళమైన మార్గంలో జరుగుతుంది:
- మద్దతు గోడకు జోడించబడి, స్థిర స్థితిలో స్థిరంగా ఉంటుంది;
- పైప్ విస్తరించే విధానంతో క్లిప్లోకి చొప్పించబడింది. క్లిప్ చెవిటిది అయితే, మొదట పైప్ చొప్పించబడుతుంది, ఆపై మొత్తం నిర్మాణం గోడకు జోడించబడుతుంది.
ఫిట్టింగ్ వర్గీకరణ
వివిధ రకాల కుదింపు అమరికలు.
- మూలలు మరియు వంగి (45 డిగ్రీల నుండి మలుపులను కనెక్ట్ చేసినప్పుడు ఉపయోగించబడుతుంది);
- శిలువలు (రెండు వైపులా శాఖలు సహాయం);
- టీస్ (వన్-వే బ్రాంచ్ కోసం ఉపయోగిస్తారు);
- ప్లగ్స్ (పైప్ చివరిలో బందు కోసం ఉపయోగిస్తారు);
- couplings (వాటి సహాయంతో అదే వ్యాసం మరియు దిశలో పైపులు అనుసంధానించబడి ఉంటాయి);
- అమరికలు (అవసరమైతే, ఒక గొట్టంతో కనెక్షన్).
ఒకే వ్యాసం కలిగిన గొట్టాలను కనెక్ట్ చేయడానికి ఉపయోగించే ఫిట్టింగ్లను స్ట్రెయిట్ ఫిట్టింగ్లు అని పిలుస్తారు మరియు వివిధ వ్యాసాల పైపులను బందు చేయడానికి ఉద్దేశించిన వాటిని పరివర్తన అంటారు.
నిర్మాణ మార్కెట్లో కాస్ట్ ఇనుము, ఉక్కు, ఇత్తడి లేదా రాగి అమరికలు విస్తృత శ్రేణిలో ఉన్నాయి.
కాస్ట్ ఇనుము విషయానికొస్తే, అవి బలం మరియు మన్నిక వంటి లక్షణాల ద్వారా వేరు చేయబడతాయి. తారాగణం ఇనుము అమరికలు ఉక్కు కప్లింగ్స్ వంటి ఇతర అనుసంధాన ఉత్పత్తులపై గణనీయమైన ప్రయోజనాన్ని కలిగి ఉంటాయి. తారాగణం ఇనుము మూలకాల యొక్క మరొక సానుకూల లక్షణాలు ప్రతికూల పర్యావరణ ప్రభావాలు మరియు పాండిత్యానికి అధిక నిరోధకతను కలిగి ఉంటాయి.
నేడు ఆధునిక పరిశ్రమలో స్టీల్ అమరికలు అనివార్యమైనవి. ఇటీవల, పైప్లైన్ మార్గంలో ఉన్న అడ్డంకులను పైపును వంచడం ద్వారా దాటవేయవచ్చు.నేడు అవసరం లేదు
ఉక్కు ఉత్పత్తులను ఉపయోగించి పైప్లైన్ సమీకరించడం మరియు విడదీయడం సులభం, ఇది కూడా ముఖ్యమైనది
నొక్కే ముందు సన్నాహక పని
గ్యాస్ పైప్ యొక్క నియంత్రణ పీడన పరీక్షను ప్రారంభించడానికి ముందు తప్పనిసరిగా చేయవలసిన చర్యలు ప్రామాణిక భద్రతా నిబంధనల ప్రకారం అభివృద్ధి చేయబడిన కార్మిక రక్షణ సూచనలకు అనుగుణంగా నిర్వహించబడతాయి. గ్యాస్ ప్రమాదకర పనిని చేయడం.
తయారీలో ఇవి ఉంటాయి:
గ్యాస్ పైప్లైన్ పథకం
- ప్రాజెక్ట్ డాక్యుమెంటేషన్లోని రేఖాచిత్రాలపై సూచించిన రూటింగ్తో కమ్యూనికేషన్ల యొక్క వాస్తవ భూగర్భ లేయింగ్ యొక్క సయోధ్య;
- అవసరమైన ప్లగ్లు, ఇన్స్ట్రుమెంటేషన్ మరియు రెగ్యులేటర్లను కనెక్ట్ చేయడానికి స్థలాలు ఎంపిక చేయబడ్డాయి;
- కంప్రెసర్ యూనిట్ యొక్క కనెక్షన్ పాయింట్ నిర్ణయించబడుతుంది.
ఈ కార్యక్రమంలో పాల్గొన్న అన్ని ఇంజనీర్లు మరియు కార్మికులు కార్మిక రక్షణలో తిరిగి సూచించబడాలి మరియు పనిని నిర్వహించే విధానాన్ని తెలుసుకోవాలి.
ఉపయోగం కోసం సూచనలు
మీరు ఎంచుకున్న ఇన్స్టాలేషన్ మరియు పరికరాల రకంతో సంబంధం లేకుండా, సన్నాహక పని కోసం ఒక సాధారణ విధానం ఉంది. ఈ నియమాలు పైప్లైన్ యొక్క అమరికను సులభతరం చేస్తాయి మరియు అమలు చేయడానికి కావాల్సినవి:
- మీరు పైప్ లేఅవుట్ ప్లాన్ను రూపొందించాలి, ఇది పదార్థం మరియు కప్లింగ్ల మొత్తాన్ని లెక్కించడానికి సహాయపడుతుంది;
- భవిష్యత్తులో లీక్లను నివారించడానికి కనెక్షన్ పాయింట్లలోకి దుమ్ము మరియు ధూళి రాకుండా నిరోధించడానికి పని ప్రదేశాలను జాగ్రత్తగా శుభ్రం చేయాలి;
- మీరు ఇప్పటికే ఉన్న సిస్టమ్కు కనెక్ట్ చేయవలసి వస్తే, మీరు దాని సమగ్రతను తనిఖీ చేయాలి మరియు చొప్పించే పాయింట్ను సిద్ధం చేయాలి;
- పైపులు కత్తిరించబడాలి, తద్వారా కట్ పైపు యొక్క రేఖాంశ అక్షానికి సరిగ్గా 90 డిగ్రీలు ఉంటుంది, విశ్వసనీయత మరియు బిగుతును నిర్ధారించడానికి ఇది అవసరం;
- రేఖాచిత్రం ద్వారా మార్గనిర్దేశం చేయబడింది, కట్టింగ్ మరియు అవసరమైన అన్ని కనెక్షన్ మూలకాల సంఖ్యను తనిఖీ చేయడానికి అన్ని పైపులు మరియు కప్లింగ్లను వేయండి.
పైన చెప్పినట్లుగా, క్రాస్-లింక్డ్ పాలిథిలిన్ను కనెక్ట్ చేయడానికి మూడు ప్రధాన ఎంపికలు ఉన్నాయి. పరికరాలు మరియు సాధనాల ఎంపిక పద్ధతి యొక్క ఎంపికపై ఆధారపడి ఉంటుంది. అన్ని పద్ధతుల కోసం, మీరు పైపుల వ్యాసం మరియు ఒక ప్రూనర్ కోసం నాజిల్ అవసరం.










మొదటి పద్ధతి నిర్వహించడానికి సులభమైనది. పైపులు మరియు ప్రూనర్లతో పాటు, కంప్రెషన్ కప్లింగ్లు మరియు ఒక జత రెంచ్లు మాత్రమే అవసరం. స్థానంలోకి నెట్టబడిన తర్వాత గింజలను బిగించడానికి ఈ ఉపకరణాలు అవసరమవుతాయి.
గుర్తుంచుకోవడం ముఖ్యం: థ్రెడ్ దెబ్బతినకుండా మీరు గింజలను బిగించే ప్రక్రియను నియంత్రించాలి. గట్టిగా స్క్రూ చేయండి, కానీ అతిగా బిగించవద్దు.
రెండవ పద్ధతి నొక్కడం. మీకు కాలిబ్రేటర్, కత్తెర, ఎక్స్పాండర్ మరియు ప్రెస్ అవసరం.
కత్తెరతో ఇబ్బందులు ఉండవు, వాటి ప్రయోజనం సులభం - పైపును మనకు అవసరమైన పరిమాణాలలో కత్తిరించడం. మేము దాని అంచులను కాలిబ్రేటర్తో ప్రాసెస్ చేస్తాము, లోపలి నుండి చాంఫెరింగ్ చేస్తాము. కత్తిరించిన తర్వాత పైపుకు గుండ్రని ఆకారాన్ని ఇవ్వడానికి ఈ సాధనం అవసరం.
అప్పుడు మేము మాన్యువల్ రకం యొక్క ఎక్స్పాండర్ (ఎక్స్పాండర్) ను తీసుకుంటాము, ఇది ఉపయోగించడానికి చాలా సులభం. మేము పైపు లోపల పరికరం యొక్క పని అంచులను లోతుగా చేస్తాము మరియు దానిని కావలసిన పరిమాణానికి విస్తరిస్తాము. పదార్థం దెబ్బతింటుంది కాబట్టి ఇది ఒకేసారి చేయకూడదు. మేము దీన్ని క్రమంగా చేస్తాము, ఎక్స్పాండర్ను సర్కిల్లో మారుస్తాము. ఈ పరికరం యొక్క ప్రయోజనాలు ధర మరియు వాడుకలో సౌలభ్యం. ఇది ఔత్సాహిక వాయిద్యం.
విద్యుత్ శక్తితో నడిచే ఎక్స్పాండర్లో పునర్వినియోగపరచదగిన బ్యాటరీ అమర్చబడి ఉంటుంది, ఇది ఇన్స్టాలర్ యొక్క పనిని వేగవంతం చేయడానికి రూపొందించబడింది. ఇది వ్యవస్థల సంస్థాపన కోసం కార్మికుడు మరియు సమయాన్ని గణనీయంగా ఆదా చేస్తుంది.సహజంగానే, ఈ పరికరం చాలా రెట్లు ఎక్కువ ఖరీదైనది, కానీ మీరు చాలా పని చేయవలసి వస్తే, అది ఖచ్చితంగా సరిపోతుంది మరియు ఖర్చులను సమర్థిస్తుంది. హైడ్రాలిక్ ఎక్స్పాండర్లు ఉన్నాయి. మేము పైపును సిద్ధం చేసిన తర్వాత, మీరు దానిలో ఒక అమరికను ఇన్స్టాల్ చేయాలి. దీన్ని చేయడానికి, మాకు ప్రెస్ వైస్ అవసరం. అవి హైడ్రాలిక్ మరియు మెకానికల్ కూడా. ఉపయోగం ముందు, వారు తప్పనిసరిగా నిల్వ కేసు నుండి తీసివేయబడాలి మరియు పని స్థానంలో సమావేశమై ఉండాలి.
సాధనాన్ని సమీకరించడం మరియు పైపులోకి కలపడం ఇన్స్టాల్ చేసిన తర్వాత, కనెక్షన్ ప్రెస్తో ఇన్స్టాల్ చేయబడుతుంది. అంటే, యుక్తమైనది దాని స్థానంలోకి ప్రవేశిస్తుంది మరియు మౌంటు స్లీవ్తో పై నుండి ఒత్తిడి వర్తించబడుతుంది. చిన్న పైపు వ్యాసాలు మరియు తక్కువ డిమాండ్ కోసం మాన్యువల్ ప్రెస్లు సిఫార్సు చేయబడ్డాయి.
హైడ్రాలిక్ ప్రెస్లకు క్రిమ్పింగ్ సమయంలో వాస్తవంగా ఎటువంటి ప్రయత్నం అవసరం లేదు. అమరికలు మరియు స్లీవ్ కేవలం పరికరంలోని గాడిలో ఇన్స్టాల్ చేయబడతాయి, అప్పుడు అవి సులభంగా మరియు సజావుగా వస్తాయి. ఈ సాధనం సంస్థాపనకు అసౌకర్యంగా ఉన్న ప్రదేశాలలో కూడా ఉపయోగించబడుతుంది, దీనికి స్వివెల్ హెడ్ ఉంది. మరియు క్రాస్-లింక్డ్ పాలిథిలిన్ను కనెక్ట్ చేయడానికి చివరి ఎంపిక వెల్డింగ్ చేయబడింది. ముందే చెప్పినట్లుగా, ఇది అత్యంత ఖరీదైనది మరియు అరుదుగా ఉపయోగించబడుతుంది, కానీ అత్యంత నమ్మదగినది. దాని కోసం, మనకు ఇప్పటికే తెలిసిన కత్తెరతో పాటు, ఎక్స్పాండర్లు, ప్రత్యేక కప్లింగ్స్ కూడా అవసరమవుతాయి. ఎలెక్ట్రోఫ్యూజన్ అమరికలు తాపన కోసం ప్రత్యేక కండక్టర్లను కలిగి ఉంటాయి.
పరికరాలు మరియు భాగాలను సిద్ధం చేసిన తర్వాత, మేము వెల్డింగ్కు వెళ్తాము. దీనిని చేయటానికి, మేము పైప్ చివరిలో ఎలక్ట్రిక్-వెల్డెడ్ కప్లింగ్ను ఇన్స్టాల్ చేస్తాము. ఇది మేము వెల్డింగ్ యంత్రాన్ని కనెక్ట్ చేసే ప్రత్యేక టెర్మినల్స్ను కలిగి ఉంది. మేము దానిని ఆన్ చేస్తాము, ఈ సమయంలో అన్ని మూలకాలు పాలిథిలిన్ యొక్క ద్రవీభవన స్థానానికి వేడి చేయబడతాయి, సుమారు 170 డిగ్రీల సెల్సియస్. కలపడం పదార్థం అన్ని శూన్యాలు నింపుతుంది, మరియు వెల్డింగ్ ఏర్పడుతుంది.
పరికరంలో టైమర్ మరియు ఫిట్టింగ్ల నుండి సమాచారాన్ని చదవగలిగే పరికరాన్ని కలిగి ఉండకపోతే, సమయానికి ప్రతిదీ ఆఫ్ చేయడానికి మీరు పరికరం రీడింగులను పర్యవేక్షించాలి. మేము పరికరాలను ఆపివేస్తాము లేదా అది స్వయంగా ఆపివేయబడుతుంది, యూనిట్ చల్లబరుస్తుంది వరకు మేము వేచి ఉంటాము. చాలా తరచుగా, పైపులు రీల్స్లో సరఫరా చేయబడతాయి మరియు నిల్వ సమయంలో వాటి ఆకారాన్ని కోల్పోవచ్చు. దీని కోసం, మీకు హెయిర్ డ్రైయర్ అవసరం. దాని సహాయంతో, వెచ్చని గాలితో వికృతమైన విభాగాన్ని వేడి చేయడం ద్వారా ఈ లోపాన్ని తొలగించడం సాధ్యపడుతుంది.
తదుపరి వీడియోలో, మీరు XLPE తాపన మరియు ప్లంబింగ్ వ్యవస్థలను వ్యవస్థాపించడానికి సాధనాల యొక్క అవలోకనాన్ని కనుగొంటారు.
క్రిమ్పింగ్ ప్రక్రియ
ఒక ప్రైవేట్ ఇంటి తాపన వ్యవస్థల ఒత్తిడి పరీక్ష తాపన బాయిలర్, ఆటోమేటిక్ ఎయిర్ వెంట్స్ మరియు సిస్టమ్ నుండి విస్తరణ ట్యాంక్ను డిస్కనెక్ట్ చేయడంతో ప్రారంభమవుతుంది. షట్-ఆఫ్ కవాటాలు ఈ పరికరానికి దారితీస్తే, మీరు వాటిని మూసివేయవచ్చు, కానీ కవాటాలు తప్పుగా మారినట్లయితే, విస్తరణ ట్యాంక్ ఖచ్చితంగా విఫలమవుతుంది మరియు బాయిలర్, మీరు దానికి వర్తించే ఒత్తిడిని బట్టి ఉంటుంది. అందువల్ల, విస్తరణ ట్యాంక్ను తీసివేయడం మంచిది, ప్రత్యేకించి దీన్ని చేయడం కష్టం కాదు, కానీ బాయిలర్ విషయంలో, మీరు కుళాయిల సేవపై ఆధారపడవలసి ఉంటుంది. రేడియేటర్లలో థర్మోస్టాట్లు ఉన్నట్లయితే, వాటిని తీసివేయడం కూడా మంచిది - అవి అధిక పీడనం కోసం రూపొందించబడలేదు.









కొన్నిసార్లు అన్ని తాపన పరీక్షించబడదు, కానీ కొంత భాగం మాత్రమే. వీలైతే, అది షట్-ఆఫ్ వాల్వ్ల సహాయంతో కత్తిరించబడుతుంది లేదా తాత్కాలిక జంపర్లు వ్యవస్థాపించబడ్డాయి - డ్రైవ్లు.
తరువాత, ప్రక్రియ:
- సిస్టమ్ ఆపరేషన్లో ఉంటే, శీతలకరణి ఖాళీ చేయబడుతుంది.
- సిస్టమ్కు ప్రెషరైజర్ కనెక్ట్ చేయబడింది. ఒక గొట్టం దాని నుండి విస్తరించి, యూనియన్ గింజతో ముగుస్తుంది.ఈ గొట్టం ఏదైనా సరిఅయిన ప్రదేశంలో వ్యవస్థకు అనుసంధానించబడి ఉంది, తొలగించబడిన విస్తరణ ట్యాంక్ స్థానంలో లేదా డ్రెయిన్ కాక్కి బదులుగా.
-
పీడన పరీక్ష పంపు యొక్క సామర్థ్యంలో నీరు పోస్తారు మరియు పంప్ సహాయంతో వ్యవస్థలోకి పంపబడుతుంది.
- ఒత్తిడికి ముందు సిస్టమ్ నుండి మొత్తం గాలిని తొలగించండి. ఇది చేయుటకు, మీరు డ్రెయిన్ వాల్వ్ ఓపెన్తో సిస్టమ్ను కొద్దిగా పంప్ చేయవచ్చు లేదా రేడియేటర్లలో (మాయెవ్స్కీ కుళాయిలు) ఎయిర్ వెంట్స్ ద్వారా దానిని తగ్గించవచ్చు.
- సిస్టమ్ ఆపరేటింగ్ ఒత్తిడికి తీసుకురాబడుతుంది, కనీసం 10 నిమిషాలు నిర్వహించబడుతుంది. ఈ సమయంలో, మిగిలిన గాలి అంతా దిగుతుంది.
- ఒత్తిడి పరీక్ష ఒత్తిడికి పెరుగుతుంది, కొంత సమయం నిర్వహించబడుతుంది (శక్తి మంత్రిత్వ శాఖ యొక్క నిబంధనలచే నియంత్రించబడుతుంది). పరీక్ష సమయంలో, అన్ని పరికరాలు మరియు కనెక్షన్లు తనిఖీ చేయబడతాయి. అవి లీక్ల కోసం తనిఖీ చేయబడతాయి. అంతేకాకుండా, కొంచెం తడిగా ఉన్న కనెక్షన్ కూడా లీక్గా పరిగణించబడుతుంది (ఫాగింగ్ కూడా తొలగించాల్సిన అవసరం ఉంది).
- క్రిమ్పింగ్ సమయంలో, ఒత్తిడి స్థాయి నియంత్రించబడుతుంది. పరీక్ష సమయంలో, దాని పతనం కట్టుబాటును మించకపోతే (SNiP లో నమోదు చేయబడింది), సిస్టమ్ సేవ చేయదగినదిగా పరిగణించబడుతుంది. ఒత్తిడి సాధారణం కంటే కొంచెం పడిపోతే, మీరు లీక్ కోసం వెతకాలి, దాన్ని పరిష్కరించండి, ఆపై ఒత్తిడి పరీక్షను మళ్లీ ప్రారంభించండి.
ఇప్పటికే చెప్పినట్లుగా, పరీక్ష పీడనం పరీక్షించబడుతున్న పరికరాలు మరియు వ్యవస్థ (తాపన లేదా వేడి నీరు) రకంపై ఆధారపడి ఉంటుంది. "థర్మల్ పవర్ ప్లాంట్ల యొక్క సాంకేతిక ఆపరేషన్ కోసం నియమాలు" (నిబంధన 9.2.13) లో పేర్కొన్న ఇంధన మంత్రిత్వ శాఖ యొక్క సిఫార్సులు వాడుకలో సౌలభ్యం కోసం పట్టికలో సంగ్రహించబడ్డాయి.
| పరీక్షించిన పరికరాల రకం | పరీక్ష ఒత్తిడి | పరీక్ష వ్యవధి | అనుమతించదగిన ఒత్తిడి తగ్గుదల |
|---|---|---|---|
| ఎలివేటర్ యూనిట్లు, వాటర్ హీటర్లు | 1 MPa(10 kgf/cm2) | 5 నిమిషాలు | 0.02 MPa (0.2 kgf/cm2) |
| తారాగణం ఇనుము రేడియేటర్లతో వ్యవస్థలు | 0.6 MPa (6 kgf/cm2) | 5 నిమిషాలు | 0.02 MPa (0.2 kgf/cm2) |
| ప్యానెల్ మరియు కన్వెక్టర్ రేడియేటర్లతో కూడిన సిస్టమ్స్ | 1 MPa (10 kgf/cm2) | 15 నిమిషాల | 0.01 MPa (0.1 kgf/cm2) |
| మెటల్ పైపుల నుండి వేడి నీటి సరఫరా వ్యవస్థలు | పని ఒత్తిడి + 0.5 MPa (5 kgf/cm2), కానీ 1 MPa కంటే ఎక్కువ కాదు (10 kgf/cm2) | 10 నిమిషాల | 0.05 MPa (0.5 kgf/cm2) |
| ప్లాస్టిక్ పైపుల నుండి వేడి నీటి వ్యవస్థలు | పని ఒత్తిడి + 0.5 MPa (5 kgf/cm2), కానీ 1 MPa కంటే ఎక్కువ కాదు (10 kgf/cm2) | 30 నిముషాలు | 0.06 MPa (0.6 kgf/cm2), 2 గంటలలోపు తదుపరి తనిఖీ మరియు గరిష్టంగా 0.02 MPa తగ్గుదల (0.2 kgf/cm2) |
ప్లాస్టిక్ గొట్టాల నుండి తాపన మరియు ప్లంబింగ్ పరీక్ష కోసం, పరీక్ష పీడనం యొక్క హోల్డింగ్ సమయం 30 నిమిషాలు అని దయచేసి గమనించండి. ఈ సమయంలో ఎటువంటి విచలనాలు కనుగొనబడకపోతే, సిస్టమ్ ఒత్తిడి పరీక్షలో విజయవంతంగా ఉత్తీర్ణత సాధించినట్లుగా పరిగణించబడుతుంది.
అయితే పరీక్ష మరో 2 గంటల పాటు కొనసాగుతుంది. మరియు ఈ సమయంలో, వ్యవస్థలో ఒత్తిడి తగ్గుదల కట్టుబాటును మించకూడదు - 0.02 MPa (0.2 kgf / cm2).
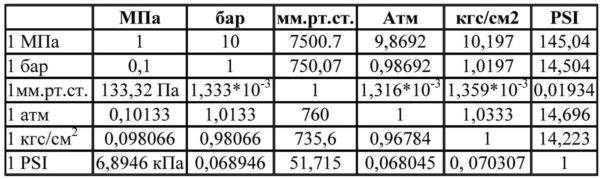
వివిధ పీడన యూనిట్ల కోసం కరస్పాండెన్స్ టేబుల్
మరోవైపు, SNIP 3.05.01-85 (నిబంధన 4.6) ఇతర సిఫార్సులను కలిగి ఉంది:
- తాపన మరియు నీటి సరఫరా వ్యవస్థల పరీక్షలు పని చేసే దాని నుండి 1.5 ఒత్తిడితో నిర్వహించబడాలి, కానీ 0.2 MPa (2 kgf / cm2) కంటే తక్కువ కాదు.
- 5 నిమిషాల తర్వాత ఒత్తిడి తగ్గుదల 0.02 MPa (0.2 kgf/cm) మించకుండా ఉంటే సిస్టమ్ సేవ చేయదగినదిగా పరిగణించబడుతుంది.
ఏ నియమాలను ఉపయోగించాలనేది ఆసక్తికరమైన ప్రశ్న. రెండు పత్రాలు అమలులో ఉన్నాయి మరియు ఎటువంటి ఖచ్చితత్వం లేదు, కాబట్టి రెండూ అర్హులు. ప్రతి కేసును వ్యక్తిగతంగా సంప్రదించడం అవసరం, దాని మూలకాలు రూపొందించబడిన గరిష్ట ఒత్తిడిని పరిగణనలోకి తీసుకుంటాయి. కాబట్టి తారాగణం-ఇనుప రేడియేటర్ల పని ఒత్తిడి వరుసగా 6 atm కంటే ఎక్కువ కాదు, పరీక్ష ఒత్తిడి 9-10 atm ఉంటుంది.సుమారుగా కూడా అన్ని ఇతర భాగాలతో నిర్ణయించడం అవసరం.
ఫ్లషింగ్ మరియు నొక్కడం అంటే ఏమిటి
పైపులలోని డిపాజిట్ల పొర పనిని కొనసాగించడానికి చాలా పెద్దదిగా మారిన సందర్భాల్లో తాపన వ్యవస్థల యొక్క ఫ్లషింగ్ మరియు పీడన పరీక్ష నిర్వహించబడుతుంది. నివారణ చర్యగా, ఇటువంటి సంఘటనలు చాలా అరుదుగా నిర్వహించబడతాయి, ఎందుకంటే ఈ ఆనందం చాలా శ్రమతో కూడుకున్నది మరియు ఖరీదైనది. హైడ్రోప్న్యూమాటిక్ ఫ్లషింగ్ కోసం, యాసిడ్ సొల్యూషన్స్ ఉపయోగించబడతాయి, ఇవి పైప్లైన్ గోడల నుండి బయటికి ఫలకాన్ని తొలగిస్తాయి. లోహ కణాలు పైపుల లోపలి గోడలకు అతుక్కుంటాయి, తద్వారా వాటి వ్యాసం తగ్గుతుంది. ఇది దారితీస్తుంది:
- ఒత్తిడి పెరుగుదల;
- శీతలకరణి వేగం పెరుగుదల;
- సామర్థ్యంలో తగ్గుదల;
- ఖర్చులు పెరుగుతాయి.
తాపన వ్యవస్థ యొక్క పీడన పరీక్ష అంటే ఏమిటి - ఇది ఒక సాధారణ పరీక్ష, దీని ఫలితాల ప్రకారం అటువంటి పరికరాలను ఉపయోగించడం సురక్షితమో కాదో మరియు అవసరమైన లోడ్లను తట్టుకోగలదా అని కూడా చెప్పవచ్చు. అన్నింటికంటే, ఎవరూ సర్క్యూట్ డిప్రెజరైజేషన్ బాధితురాలిగా మారాలని మరియు బర్న్ విభాగంలో రోగిగా ఉండాలని కోరుకుంటారు. తాపన వ్యవస్థ యొక్క ఒత్తిడి పరీక్ష SNiP లకు అనుగుణంగా నిర్వహించబడుతుంది. ఇది తప్పనిసరి ప్రక్రియ. దాని తరువాత, సర్క్యూట్ యొక్క సాంకేతిక సేవా సామర్థ్యాన్ని నిర్ధారిస్తూ ఒక పత్రం జారీ చేయబడుతుంది. తాపన వ్యవస్థ యొక్క ఒత్తిడి పరీక్షను నిర్వహించినప్పుడు ఇక్కడ ప్రధాన సందర్భాలు ఉన్నాయి:
- ఒక కొత్త సర్క్యూట్ను సమీకరించడం మరియు దానిని ఆపరేషన్లో ఉంచడం;
- మరమ్మత్తు పని తర్వాత;
- నివారణ తనిఖీలు;
- యాసిడ్ ద్రావణాలతో పైపులను శుభ్రపరిచిన తర్వాత.
తాపన వ్యవస్థ యొక్క ఒత్తిడి పరీక్ష SNiP నం. 41-01-2003 మరియు నం. 3.05.01-85, అలాగే థర్మల్ పవర్ ప్లాంట్ల సాంకేతిక ఆపరేషన్ కోసం నియమాలకు అనుగుణంగా నిర్వహించబడుతుంది.
ఈ నియమాల నుండి, తాపన వ్యవస్థ యొక్క ఒత్తిడి పరీక్ష వంటి చర్య గాలి లేదా ద్రవంతో నిర్వహించబడుతుందని తెలిసింది. రెండవ పద్ధతిని హైడ్రాలిక్ అని పిలుస్తారు, మరియు మొదటిది మానోమెట్రిక్ అని పిలుస్తారు, ఇది కూడా వాయుసంబంధమైనది, ఇది బబుల్. తాపన వ్యవస్థ యొక్క ఒత్తిడి పరీక్ష కోసం నియమాలు గదిలో ఉష్ణోగ్రత ఐదు డిగ్రీల కంటే ఎక్కువగా ఉంటే మాత్రమే నీటి పరీక్షలు నిర్వహించబడతాయని పేర్కొంది. లేదంటే పైపుల్లో నీరు గడ్డకట్టే ప్రమాదం ఉంది. గాలితో తాపన వ్యవస్థ యొక్క ఒత్తిడి పరీక్ష ఈ సమస్యను తొలగిస్తుంది, ఇది చల్లని సీజన్లో నిర్వహించబడుతుంది. ఆచరణలో, తాపన వ్యవస్థ యొక్క హైడ్రాలిక్ పీడన పరీక్ష మరింత తరచుగా ఉపయోగించబడుతుంది, ప్రతి ఒక్కరూ తాపన సీజన్ ముందు అవసరమైన ప్రణాళికాబద్ధమైన పనిని పూర్తి చేయడానికి ప్రయత్నిస్తున్నారు. శీతాకాలంలో, ప్రమాదాల తొలగింపు, ఏదైనా ఉంటే, మాత్రమే నిర్వహిస్తారు.
బాయిలర్ మరియు విస్తరణ ట్యాంక్ సర్క్యూట్ నుండి కత్తిరించబడినప్పుడు మాత్రమే తాపన వ్యవస్థ యొక్క ఒత్తిడి పరీక్షను ప్రారంభించడం సాధ్యమవుతుంది, లేకుంటే అవి విఫలమవుతాయి. తాపన వ్యవస్థ ఒత్తిడి ఎలా పరీక్షించబడుతుంది?
- అన్ని ద్రవ సర్క్యూట్ నుండి పారుదల;
- అప్పుడు చల్లటి నీరు దానిలో పోస్తారు;
- అది నిండినప్పుడు, అదనపు గాలి సర్క్యూట్ నుండి దిగుతుంది;
- నీరు చేరిన తర్వాత, పీడన సూపర్ఛార్జర్ సర్క్యూట్కు సరఫరా చేయబడుతుంది;
- తాపన వ్యవస్థ ఎలా ఒత్తిడి చేయబడుతుంది - వాతావరణాల మొత్తం క్రమంగా పెరుగుతుంది. ఈ సందర్భంలో, గరిష్ట పరీక్ష పీడనం సర్క్యూట్ యొక్క వివిధ అంశాల తన్యత బలం కంటే ఎక్కువగా ఉండకూడదు;
- అధిక పీడనం కొంతకాలం మిగిలి ఉంటుంది మరియు అన్ని కనెక్షన్లు తనిఖీ చేయబడతాయి. థ్రెడ్ కనెక్షన్లలో మాత్రమే కాకుండా, సర్క్యూట్ యొక్క భాగాలను విక్రయించే ప్రదేశాలలో కూడా చూడటం అవసరం.
గాలితో తాపన వ్యవస్థను ఒత్తిడి చేయడం మరింత సులభం.అన్ని శీతలకరణిని హరించడం, సర్క్యూట్లోని అన్ని అవుట్లెట్లను మూసివేసి దానిలోకి గాలిని తీసుకురండి. కానీ ఈ విధంగా, పనిచేయకపోవడాన్ని గుర్తించడం చాలా కష్టం. ఉదాహరణకు, పైపులలో ద్రవం ఉన్నట్లయితే, అప్పుడు అధిక పీడనం వద్ద అది సాధ్యమయ్యే గ్యాప్ ద్వారా సీప్ అవుతుంది. దృశ్యమానంగా గుర్తించడం సులభం. కానీ గొట్టాలలో ద్రవం లేనట్లయితే, తదనుగుణంగా, గాలి తప్ప బయటకు రావడానికి ఏమీ లేదు. ఈ సందర్భంలో, ఒక విజిల్ వినవచ్చు.
మరియు అది వినబడకపోతే, ప్రెజర్ గేజ్ సూది లీక్ను సూచిస్తుంది, అప్పుడు అన్ని కనెక్షన్లు సబ్బు నీటితో పూయబడతాయి. దీన్ని సులభతరం చేయడానికి, మీరు మొత్తం సిస్టమ్ను కాదు, దానిని విభాగాలుగా విభజించడం ద్వారా తనిఖీ చేయవచ్చు. ఈ సందర్భంలో, తాపన గొట్టాల ఒత్తిడి పరీక్షను నిర్వహించడం మరియు నిరుత్సాహపరిచే ప్రదేశాలను గుర్తించడం సులభం.
మెటల్-ప్లాస్టిక్ గొట్టాల సంస్థాపన మీరే చేయండి
పైపు కట్టింగ్ మెటల్ కత్తెరతో లేదా ప్రత్యేక హాక్సాతో నిర్వహిస్తారు. చిన్న మరియు మధ్యస్థ వ్యాసం కలిగిన మెటల్-ప్లాస్టిక్ను కత్తిరించడానికి కట్టర్లు ఉపయోగించబడతాయి మరియు ప్రొఫెషనల్ ఇన్స్టాలేషన్లో విస్తృతంగా ఉపయోగించబడతాయి. కత్తెర అనేది సరళమైన గృహోపకరణం, వాటిని బడ్జెట్ ధర విభాగంలో కూడా కొనుగోలు చేయవచ్చు, ప్రధాన విషయం ఏమిటంటే సౌకర్యవంతమైన మరియు సమతుల్య హ్యాండిల్ ఉంది మరియు బ్లేడ్లు పదునైనవి, అధిక-నాణ్యత లోహంతో తయారు చేయబడతాయి. కట్టర్లు అంతర్గత కాలిబ్రేటర్తో అమర్చబడి ఉంటాయి, ఇది మెటల్-ప్లాస్టిక్ను కత్తిరించడం మాత్రమే కాకుండా, అంచుల వైకల్య ఆకారాన్ని పునరుద్ధరించడానికి కూడా అనుమతిస్తుంది.







ప్రత్యేక ఉపకరణాలతో పాటు, మెటల్-ప్లాస్టిక్ పైపుల వ్యవస్థను వ్యవస్థాపించేటప్పుడు, మరింత బహుముఖ పరికరాలను ఉపయోగించడం అవసరం: ఒక కొలిచే టేప్, సరైన పరిమాణంలోని కీలు, బెవెలర్, గ్రైండింగ్ ఎమెరీ, ఎక్స్పాండర్, ప్రెస్ ఫిట్టింగ్ కనెక్షన్లు అందించబడితే. ఉపయోగించబడిన.
ప్లాస్టిక్ మరియు మెటల్ తయారు ప్లంబింగ్ వ్యవస్థ మన్నికైన మరియు ఆచరణాత్మక మాత్రమే, కానీ ఇన్స్టాల్ సులభం. అవసరమైన జ్ఞానం లేని వ్యక్తికి కూడా ఈ ప్రక్రియ అమలు చేయడానికి అందుబాటులో ఉంటుంది. సరళమైన సాధనాల సమితిని కలిగి ఉన్నందున, మీరు సాధారణ ఇన్స్టాలేషన్ నియమాలను అనుసరిస్తే, మీరు ప్రాథమిక ఇన్స్టాలేషన్ పనిని సమర్థవంతంగా మరియు మంచి ఖర్చుతో ఆదా చేయవచ్చు.
లోహంతో కలిపి ప్లాస్టిక్ మంచి టెన్డం, కానీ ఇది దూకుడు యాంత్రిక మరియు అతినీలలోహిత ప్రభావాలకు "భయపడుతోంది", వాటిని తెరిచినప్పుడు ఇది పరిగణనలోకి తీసుకోవాలి.
ఇది ఒక క్లోజ్డ్ రకాన్ని ఇన్స్టాల్ చేయడానికి ఉద్దేశించినట్లయితే, అప్పుడు కుదింపు రకం అమరికలకు యాక్సెస్ కోసం పొదుగుల ఉనికిని అందించడం అవసరం.
తాపన వ్యవస్థ కూడా MP గొట్టాలను కలిగి ఉంటుంది, కానీ ఈ సందర్భంలో అన్ని అంశాల సమగ్రతను తనిఖీ చేయడానికి మరియు అన్ని అంశాల యొక్క అత్యంత మన్నికైన కనెక్షన్ యొక్క స్థితిని గమనించడానికి ప్రత్యేక శ్రద్ధ పెట్టడం విలువ. సిస్టమ్ యొక్క కొత్త మూలకాలను అన్ప్యాక్ చేసేటప్పుడు పదునైన వస్తువులను ఉపయోగించవద్దు, మైక్రో-స్క్రాచ్ కూడా మొత్తం సిస్టమ్ను తీవ్రంగా దెబ్బతీస్తుంది.
పైపుల సంస్థాపనకు ఉపయోగించే మెటల్ మద్దతు మరియు హాంగర్లు తప్పనిసరిగా మృదువైన రబ్బరు పట్టీలతో అమర్చబడి ఉండాలి, ఇది ప్లాస్టిక్ ఉపరితలంపై యాంత్రిక నష్టాన్ని నివారించడానికి సహాయం చేస్తుంది.
వార్డ్రోబ్ హ్యాంగర్తో ప్రారంభమైనందున, మెటల్-ప్లాస్టిక్ పైపుల సంస్థాపన బంతి కవాటాల ఎంపిక మరియు బందుతో ప్రారంభమవుతుంది.
ఈ మూలకం మొత్తం సిస్టమ్కు చాలా ముఖ్యమైనది, మీరు దానిపై ఆదా చేయకూడదు మరియు చైనీస్ బడ్జెట్ ప్రతిరూపాలను కొనుగోలు చేయకూడదు
అధిక-నాణ్యత పీపాలో నుంచి నీళ్లు బయిటికి రావడమునకు వేసివుండే చిన్న గొట్టము తప్పనిసరిగా 60 వాతావరణాలను మరియు అధిక ఉష్ణోగ్రతలను తట్టుకోవాలి
వార్డ్రోబ్ హ్యాంగర్తో ప్రారంభమైనందున, మెటల్-ప్లాస్టిక్ పైపుల సంస్థాపన బంతి కవాటాల ఎంపిక మరియు బందుతో ప్రారంభమవుతుంది.
ఈ మూలకం మొత్తం సిస్టమ్కు చాలా ముఖ్యమైనది, మీరు దానిపై ఆదా చేయకూడదు మరియు చైనీస్ బడ్జెట్ ప్రతిరూపాలను కొనుగోలు చేయకూడదు. అధిక-నాణ్యత పీపాలో నుంచి నీళ్లు బయిటికి రావడమునకు వేసివుండే చిన్న గొట్టము తప్పనిసరిగా 60 వాతావరణాలను మరియు అధిక ఉష్ణోగ్రతలను తట్టుకోవాలి. లీక్ అయినప్పుడు, ఇది సాధ్యమైనంత తక్కువ సమయంలో నీటి ప్రవాహాన్ని ఆపగలిగే కుళాయి.
సరైన సమయంలో ట్యాప్ దాని ప్రత్యక్ష పనిని ఎదుర్కోకపోతే, ప్లంబింగ్ వ్యవస్థ తీవ్రమైన నష్టానికి గురవుతుంది.
లీక్ అయినప్పుడు, ఇది సాధ్యమైనంత తక్కువ సమయంలో నీటి ప్రవాహాన్ని ఆపగలిగే కుళాయి. సరైన సమయంలో ట్యాప్ దాని ప్రత్యక్ష పనిని ఎదుర్కోకపోతే, ప్లంబింగ్ వ్యవస్థ తీవ్రమైన నష్టానికి గురవుతుంది.
వార్డ్రోబ్ హ్యాంగర్తో ప్రారంభమైనందున, మెటల్-ప్లాస్టిక్ పైపుల సంస్థాపన బంతి కవాటాల ఎంపిక మరియు బందుతో ప్రారంభమవుతుంది.
ఈ మూలకం మొత్తం సిస్టమ్కు చాలా ముఖ్యమైనది, మీరు దానిపై ఆదా చేయకూడదు మరియు చైనీస్ బడ్జెట్ ప్రతిరూపాలను కొనుగోలు చేయకూడదు. అధిక-నాణ్యత పీపాలో నుంచి నీళ్లు బయిటికి రావడమునకు వేసివుండే చిన్న గొట్టము తప్పనిసరిగా 60 వాతావరణాలను మరియు అధిక ఉష్ణోగ్రతలను తట్టుకోవాలి. లీక్ అయినప్పుడు, ఇది సాధ్యమైనంత తక్కువ సమయంలో నీటి ప్రవాహాన్ని ఆపగలిగే కుళాయి.
సరైన సమయంలో ట్యాప్ దాని ప్రత్యక్ష పనిని ఎదుర్కోకపోతే, ప్లంబింగ్ వ్యవస్థ తీవ్రమైన నష్టానికి గురవుతుంది.
లీక్ అయినప్పుడు, ఇది సాధ్యమైనంత తక్కువ సమయంలో నీటి ప్రవాహాన్ని ఆపగలిగే కుళాయి. సరైన సమయంలో ట్యాప్ దాని ప్రత్యక్ష పనిని ఎదుర్కోకపోతే, ప్లంబింగ్ వ్యవస్థ తీవ్రమైన నష్టానికి గురవుతుంది.
మొత్తం సిస్టమ్ స్క్రాచ్ నుండి వ్యవస్థాపించబడితే, అది శుభ్రపరిచే ఫిల్టర్లు, మీటర్లు, ప్రెజర్ రీడ్యూసర్, ప్రాంతం అంతటా పైపింగ్ కోసం మానిఫోల్డ్ యొక్క సంస్థాపనను కలిగి ఉంటుంది. పైపులను ఫిల్టర్లతో కలిపి మౌంట్ చేయాలని సిఫార్సు చేయబడింది, ఇది సాంకేతిక శిధిలాలు సిస్టమ్లోకి ప్రవేశించకుండా నిరోధిస్తుంది.









ఇది కూడా చదవండి:
అపార్ట్మెంట్ భవనాలలో పరీక్షలు
అపార్ట్మెంట్ భవనాలలో, గాలితో తాపన వ్యవస్థ యొక్క ఒత్తిడి పరీక్ష కూడా నిర్వహించబడుతుంది. మేము ఇప్పుడు పని కోసం అవసరమైన పరిస్థితులను పరిశీలిస్తాము. మీరు నీటి లీక్లను కనుగొంటే, వాటిని మరమ్మతులు చేయాలి. కానీ తరచుగా, వ్యవస్థలో అధిక పీడనం లేకుండా, అతుకులలో సన్నని పగుళ్లను కనుగొనడం చాలా కష్టం. అపార్ట్మెంట్ భవనాలలో, వ్యక్తిగత అపార్టుమెంట్లు మరియు అన్ని రహదారులపై ఒత్తిడి పరీక్షను నిర్వహించడం అవసరం.
మీరు సిద్ధం చేయాలి:
- అన్ని లాకింగ్ అమరికలను తనిఖీ చేయండి. కవాటాలు కాస్ట్ ఇనుముతో తయారు చేయబడితే, వాటితో గ్రంధులను భర్తీ చేయాలని నిర్ధారించుకోండి. ఫ్లేంజ్ కనెక్షన్లపై రబ్బరు పట్టీలను భర్తీ చేయండి. వారి అసలు రూపాన్ని కోల్పోయిన అన్ని బోల్ట్లను కూడా భర్తీ చేయాలి. కొత్త పీడన గేజ్లను ఇన్స్టాల్ చేయాలని నిర్ధారించుకోండి, పాత వాటిని కొలతల కోసం ఉపయోగించవచ్చో లేదో నిర్ణయించడానికి ధృవీకరణ కోసం పంపమని సిఫార్సు చేయబడింది.
- చిన్న లోపాలు, నష్టాన్ని కూడా గుర్తించడానికి అన్ని పైపులు, అమరికలను దృశ్యమానంగా తనిఖీ చేయండి. మీరు సమస్య ప్రాంతాలను కనుగొంటే, మీరు వాటిని త్వరగా రిపేరు చేయాలి.
- నేలమాళిగలో మరియు అంతస్తుల మధ్య వేయబడిన పంక్తులపై థర్మల్ ఇన్సులేషన్ పదార్థం యొక్క స్థితిని తనిఖీ చేయండి.
తయారీ తరువాత, మీరు నేరుగా క్రింపింగ్ పనిని నిర్వహించడం ప్రారంభించవచ్చు:
- తక్కువ కాఠిన్యంతో మొత్తం సర్క్యూట్ను నీటితో పూరించండి (తద్వారా స్కేల్ కనిపించదు). ఎలక్ట్రిక్ పంప్తో, సిస్టమ్లోకి పంప్ చేయడం మంచిది. ఒత్తిడి - 6-10 బార్. ద్రవంతో ఒక కంటైనర్లో, మీరు గొట్టాలను తగ్గించాలి - కాలువ మరియు సరఫరా. తరువాత, పంపును తాపన నెట్వర్క్కి కనెక్ట్ చేయండి మరియు ఒత్తిడి టెస్టర్ను ఆన్ చేయండి. ఒత్తిడిని ముందుగానే అమర్చాలి.
- మీరు అరగంటను గుర్తించారు - ఈ కాలంలో ఒత్తిడి దాదాపు అదే స్థాయిలో ఉండాలి. ఒత్తిడి తగ్గని సందర్భంలో, పరీక్ష పూర్తయినట్లు పరిగణించవచ్చు. మీరు పని చేసే ద్రవంతో సిస్టమ్ను పూరించవచ్చు మరియు క్రియాశీల ఆపరేషన్ను ప్రారంభించవచ్చు.
- ఒత్తిడి పడిపోతే, అప్పుడు తాపన వ్యవస్థలో లోపాలు ఉన్నాయి. తాపన వ్యవస్థను గాలితో పీడనాన్ని పరీక్షించే విధానం దాదాపు ఒకే విధంగా ఉంటుంది, కానీ మీరు సబ్బు ద్రావణాన్ని ఉపయోగించాలి - అది లేకుండా లీక్ను కనుగొనడం కష్టం. మీరు లోపాలను కనుగొన్న వెంటనే, మీరు సిస్టమ్ను ఖాళీ చేయడం మరియు మరమ్మత్తు చేయడం ప్రారంభించవచ్చు. అప్పుడు మొత్తం తాపనాన్ని మళ్లీ నిర్ధారణ చేయండి.
ఇన్పుట్ యూనిట్ అదేవిధంగా నిర్వహించబడుతుంది - ఒత్తిడి సుమారు 10 బార్ ఉండాలి.



