- నీరు మరియు గ్యాస్ పైపుల యొక్క లక్షణాలు మరియు సాంకేతిక లక్షణాలు
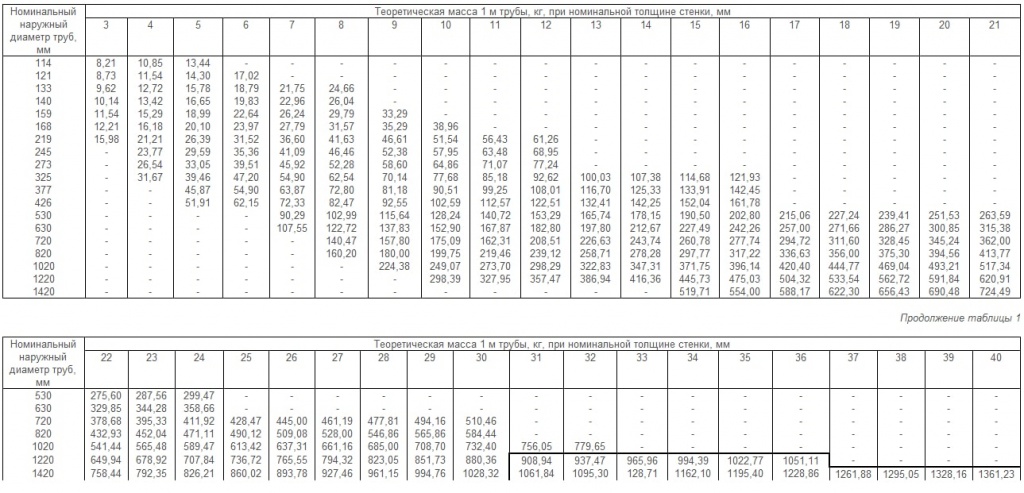
- ఉక్కు గొట్టాల ప్రమాణాలు మరియు కొలతలు
- నేరుగా సీమ్ వెల్డింగ్స్ కోసం పారామితులు
- ఎలక్ట్రిక్-వెల్డెడ్ స్పైరల్-సీమ్ పైపుల కోసం నిబంధనలు
- అతుకులు లేని హాట్-ఫార్మేడ్ ఉత్పత్తుల కోసం అవసరాలు
- చల్లని-ఏర్పడిన అతుకులు లేని పైపుల ప్రమాణాలు
- నీరు మరియు గ్యాస్ ఉత్పత్తుల యొక్క లక్షణాలు మరియు లక్షణాలు
- సాగే ఇనుప పైపుల పథకం
- స్పెసిఫికేషన్లు
- ఎందుకు తాపన వ్యవస్థలు కోసం మెటల్ ఎంచుకోండి
- ఉత్పత్తి పద్ధతి ద్వారా పైపుల రకాలు
- అతుకులు లేని వేడి-రూపొందించిన ఉక్కు పైపులు GOST 8732
- పైపులు స్టీల్ అతుకులు చల్లని GOST 8734 అనుగుణంగా వైకల్యంతో
- GOST 10704 ప్రకారం ఎలక్ట్రిక్-వెల్డెడ్ స్టీల్ గొట్టాలు
- మెటల్ పైపుల యొక్క లాభాలు మరియు నష్టాలు
- ఉక్కు పైపుల కోసం GOST లు ఏమిటి
- ఉక్కు పైపుల ఉత్పత్తి: ప్రాథమిక పద్ధతులు
- విద్యుత్తుతో వెల్డింగ్ చేయబడిన స్ట్రెయిట్ సీమ్ ఉత్పత్తులను ఎలా తయారు చేస్తారు?
- ఎలక్ట్రిక్ వెల్డెడ్ స్పైరల్ సీమ్ రకాల ఉత్పత్తి
- వేడి-ఏర్పడిన అతుకులు లేని ఉత్పత్తుల ఉత్పత్తి
- చల్లని-ఏర్పడిన పైపుల ఉత్పత్తి యొక్క లక్షణాలు
- ప్రముఖ తయారీదారుల నుండి ఉత్పత్తుల యొక్క అవలోకనం
- తయారీదారు #1 - HOBAS బ్రాండ్
- తయారీదారు # 2 - గ్లాస్ కాంపోజిట్ కంపెనీ
- తయారీదారు #3 - బ్రాండ్ Amiantit
- తయారీదారు #4 - Poliek కంపెనీ
- దీర్ఘచతురస్రాకార పైపు
నీరు మరియు గ్యాస్ పైపుల యొక్క లక్షణాలు మరియు సాంకేతిక లక్షణాలు
VGP పైపులు వెల్డెడ్ సీమ్ కలిగిన ఉత్పత్తులు.వారి ఉత్పత్తి ఘన-చుట్టిన గొట్టాల ఉత్పత్తి కంటే చాలా చౌకగా ఉంటుంది. దృఢమైన ప్రమాణాలు ఘన-చుట్టిన గొట్టాలకు బలం తక్కువగా లేని వెల్డెడ్ పైపులను ఉత్పత్తి చేయడం సాధ్యపడుతుంది. రక్షణ కోసం, పైపు లోపల మరియు దాని వెలుపలి వైపున జింక్ పూత వర్తించబడుతుంది.

గాల్వనైజ్డ్ VGP పైప్లైన్లు వీటి ద్వారా వేరు చేయబడ్డాయి:
- తుప్పు నిరోధకత;
- దీర్ఘ ఇబ్బంది లేని ఆపరేషన్;
- ఉపయోగం యొక్క బహుముఖ ప్రజ్ఞ;
- సాపేక్షంగా తక్కువ ధర.
ఎలక్ట్రోవెల్డ్ పైపులు నలుపు (యాంటీ తుప్పు పూత లేకుండా) VGP పైపులు మరియు గాల్వనైజ్డ్ పైపుల మధ్య తేడాను చూపుతాయి. ఈ పదార్థాల కోసం అధికారిక అవసరాలు GOST 3262-75లో పేర్కొనబడ్డాయి. ఉత్పత్తి నుండి రౌండ్ VGP పైపులు ఒక థ్రెడ్ లేదా ఒక కలుపుటతో మృదువైన ఉత్పత్తి చేయబడతాయి. థ్రెడ్ స్థానం (బాహ్య లేదా అంతర్గత) మరియు అప్లికేషన్ యొక్క పద్ధతిలో (ముడతలు, కట్) భిన్నంగా ఉంటుంది.
రోలింగ్ థ్రెడ్ పైపు లోపలి వ్యాసాన్ని 10% కంటే ఎక్కువ తగ్గించకూడదు. థ్రెడ్ యొక్క పరిమాణానికి ఖచ్చితమైన అవసరాలు లేవు - ఇది పొడవుగా లేదా చిన్నదిగా ఉంటుంది.
షేప్డ్ మరియు వెల్డెడ్ రౌండ్ స్టీల్ పైపుల కోసం సాధారణంగా పట్టణ మౌలిక సదుపాయాలలో ఉపయోగించడం, రవాణా కమ్యూనికేషన్లకు సంబంధించినది కాదు. ఇది బిల్బోర్డ్ల రూపకల్పన, పట్టణ వీధి స్థలాన్ని మెరుగుపరచడం, ప్రక్కనే ఉన్న భూభాగాలు, ఆట స్థలాల నిర్మాణం. గాల్వనైజ్డ్ గొట్టాల "నాన్-కోర్" ఉపయోగం గణనీయమైన స్థాయికి చేరుకుంటుంది.
మీరు చదవమని మేము సిఫార్సు చేస్తున్నాము: ఏ తాపన మంచిది మరియు ఒక ప్రైవేట్ ఇంట్లో ఎలా ఇన్స్టాల్ చేయాలి
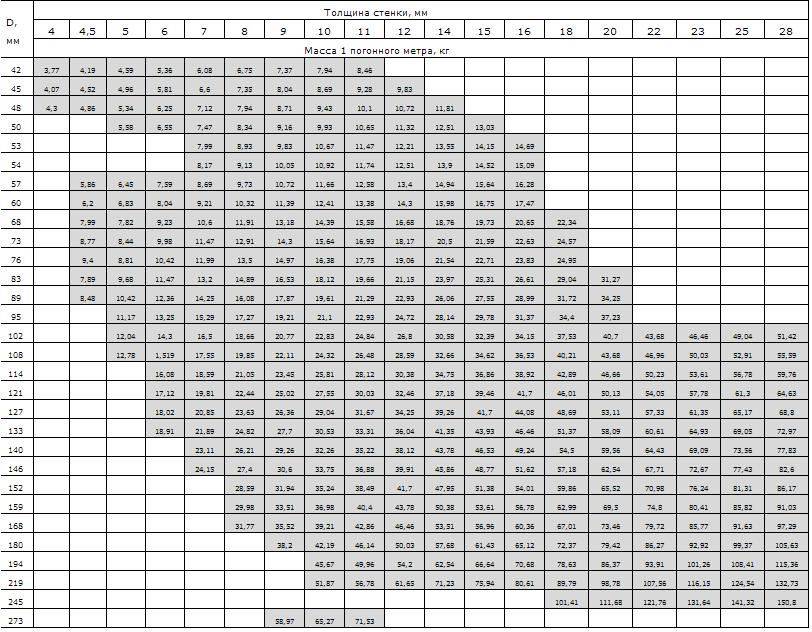
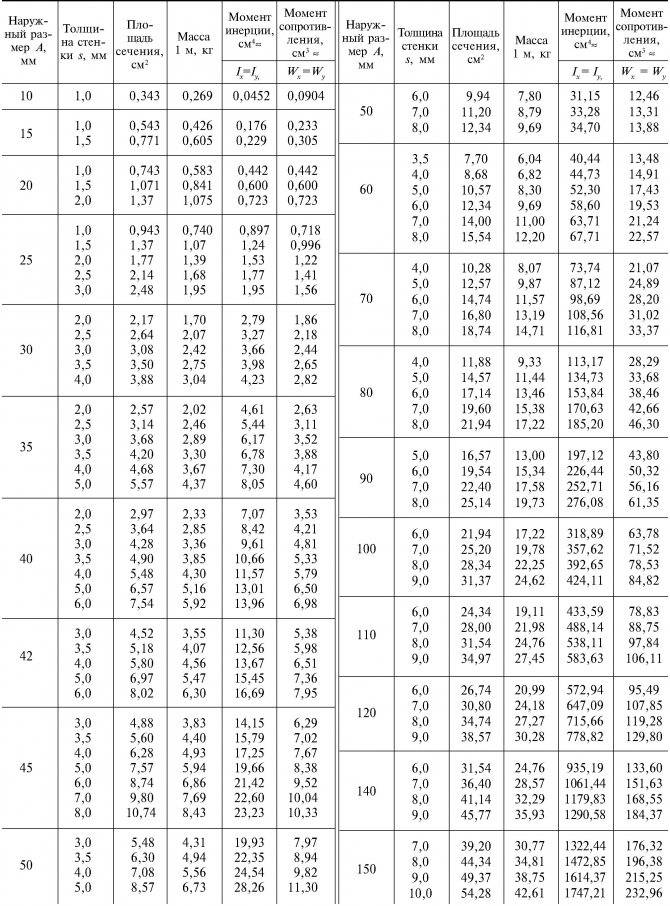
పైపు పదార్థం యొక్క VGP యొక్క ముఖ్యమైన లక్షణం గోడ మందం. ఎక్కువ కాలం ఉండే పైపులు మందపాటి గోడల గాల్వనైజ్డ్ పైపులు.
పైపు గోడ యొక్క మందం దాని వ్యాసం మరియు బరువును ప్రభావితం చేస్తుందని గుర్తుంచుకోవాలి. గోడ మందంతో సంబంధం లేకుండా గాల్వనైజ్డ్ స్టీల్ VGP పైపు యొక్క బయటి పరిమాణం మారదు.అందువలన, ఉత్తమ నిర్గమాంశ, సెటెరిస్ పారిబస్, ఒక సన్నని గోడల పైపు ద్వారా ప్రదర్శించబడుతుంది. పట్టికలో ఇచ్చిన కొలతలు మరియు బరువు ప్రకారం పైపులు తయారు చేయబడతాయి, కొలతలు mm లో సూచించబడతాయి.
పని ఒత్తిడి విలోమ సంబంధంతో. ఒక సన్నని గోడల పైప్ 25 atm వరకు తట్టుకోగలదు., మందపాటి గోడ - 35 atm వరకు.
సగటు గోడ మందం కలిగిన పైపులను సాధారణ అంటారు. ఈ రకమైన పైప్ ఉత్పత్తుల కొనుగోలు బరువు ద్వారా నిర్వహించబడుతుంది, అనగా వినియోగదారు లీనియర్ మీటర్కు చెల్లించరు, అయితే ధర ఉత్పత్తి యొక్క బరువుతో ముడిపడి ఉంటుంది.
ఉక్కు గొట్టాల ప్రమాణాలు మరియు కొలతలు
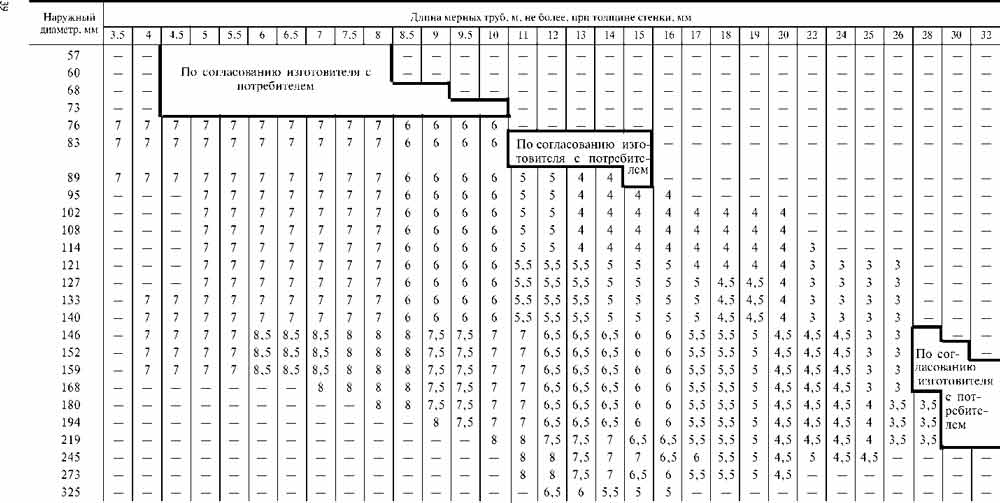
చుట్టిన ఉక్కుతో చేసిన గొట్టాల కోసం, ప్రత్యేక ప్రమాణాలు మరియు GOST లు ఉన్నాయి. ఈ పారామితులు ఉత్పత్తిని తయారు చేసే పద్ధతి, దాని ప్రాథమిక కొలతలు, క్రాస్ సెక్షన్ మరియు గోడ మందాన్ని వివరిస్తాయి. ఈ సమాచారంపై దృష్టి కేంద్రీకరించడం ద్వారా, ఒక నిర్దిష్ట భాగం యొక్క ఉపయోగం యొక్క ప్రాంతం నిర్ణయించబడుతుంది.
నేరుగా సీమ్ వెల్డింగ్స్ కోసం పారామితులు
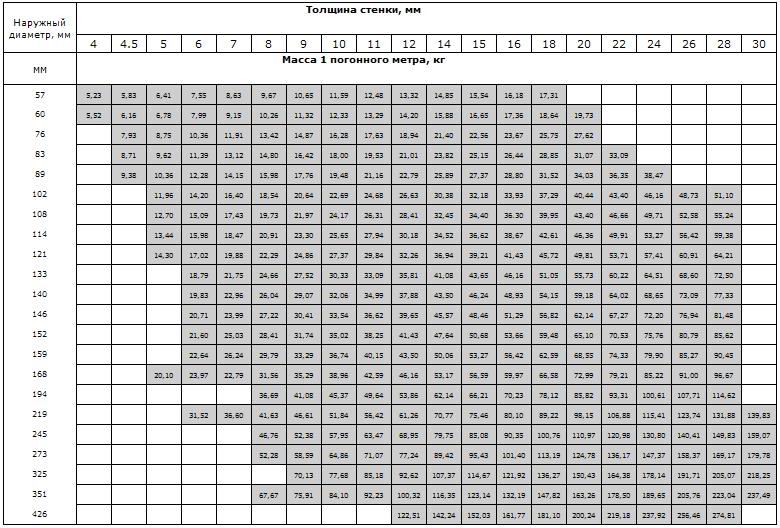
నేరుగా సీమ్తో విద్యుత్-వెల్డెడ్ పైపుల ఉత్పత్తి GOST 10704-91చే నియంత్రించబడుతుంది. అతని ప్రకారం, ఉత్పత్తి యొక్క బయటి వ్యాసం 10-1420 మిల్లీమీటర్లు, మరియు గోడ మందం 1 నుండి 32 మిల్లీమీటర్ల వరకు ఉంటుంది.
ఉపబలము, వ్యాసంలో 426 మిల్లీమీటర్లకు మించకుండా, కొలవబడిన మరియు కొలవని పొడవును కలిగి ఉంటుంది. ప్రత్యేక సందర్భాలలో, పైపులు బలమైన, రీన్ఫోర్స్డ్ సీమ్తో తయారు చేయబడతాయి, కానీ వాటికి ప్రత్యేక ప్రత్యేక ప్రమాణం ఉంది - GOST 10706.

స్ట్రెయిట్ సీమ్తో స్టీల్ ఎలక్ట్రిక్ వెల్డెడ్ పైపులు విస్తృత శ్రేణి అనువర్తనాలతో బహుముఖ పదార్థం. మంచి నాణ్యత మరియు తక్కువ ధర వాటి వినియోగాన్ని పెద్ద-స్థాయి సౌకర్యాలలో మరియు రోజువారీ జీవితంలో సంబంధితంగా చేస్తుంది.
ఈ రకమైన పైపులు మితమైన పీడనంతో సాంకేతిక కమ్యూనికేషన్ వ్యవస్థలను వేయడానికి మరియు వివిధ ప్రయోజనాల కోసం ఆచరణాత్మక, అనుకూలమైన మరియు తేలికపాటి లోహ నిర్మాణాలను రూపొందించడానికి చాలా తరచుగా ఉపయోగించబడతాయి.
ఎలక్ట్రిక్-వెల్డెడ్ స్పైరల్-సీమ్ పైపుల కోసం నిబంధనలు
స్పైరల్ సీమ్తో విద్యుత్-వెల్డెడ్ పైపుల ఉత్పత్తి GOST 8696-74 ప్రకారం నిర్వహించబడుతుంది. అటువంటి ఉత్పత్తుల యొక్క బయటి వ్యాసం 159-2520 మిల్లీమీటర్లు, గోడ మందం 3.5 నుండి 25 మిల్లీమీటర్ల వరకు ఉంటుంది మరియు పొడవు 10-12 మీటర్లు.

ఒక స్పైరల్ సీమ్తో ఎలక్ట్రిక్ వెల్డెడ్ గొట్టాలు వాటి రేఖాంశ ప్రతిరూపాల కంటే ఖరీదైనవి. అయినప్పటికీ, ఖర్చులు బాగా సమర్థించబడతాయి, ప్రత్యేకించి సిస్టమ్కు నిష్కళంకమైన ఖచ్చితమైన, ఖచ్చితమైన కనెక్షన్ అవసరమైతే.
ఈ విధంగా తయారు చేయబడిన పైప్స్ మరింత మన్నికైనవి మరియు అధిక ఒత్తిడిని తట్టుకోగల సామర్థ్యాన్ని కలిగి ఉంటాయి. విశ్వసనీయమైన, మూసివున్న మరియు కార్యాచరణ స్థిరమైన కమ్యూనికేషన్ వ్యవస్థలను రూపొందించడానికి, దేశీయ మరియు పారిశ్రామిక ప్రయోజనాల కోసం వాటిని ఉపయోగించడానికి ప్రమాణం అనుమతిస్తుంది.
అతుకులు లేని హాట్-ఫార్మేడ్ ఉత్పత్తుల కోసం అవసరాలు
అతుకులు లేని వేడి-రూపొందించిన గొట్టాల ప్రమాణాలు GOST 8732-78లో వివరించబడ్డాయి. వాటి గోడల మందం 2.5-75 మిల్లీమీటర్లు, మరియు వ్యాసం 20 నుండి 550 మిల్లీమీటర్ల వరకు ఉంటుంది. పొడవులో, కొలుస్తారు మరియు కొలవబడదు, పరిమాణం 4 నుండి 12.5 మీటర్ల వరకు ఉంటుంది.





వేడి వైకల్యం ద్వారా తయారు చేయబడిన అతుకులు లేని పైపులు ఆచరణాత్మకంగా రోజువారీ జీవితంలో ఉపయోగించబడవు. చాలా తరచుగా వారు విశ్వసనీయత మరియు బిగుతు కోసం పెరిగిన అవసరాలతో పారిశ్రామిక వ్యవస్థలకు ఉపయోగిస్తారు.
ఈ రకమైన పైపులు రసాయన పరిశ్రమలకు అత్యంత విషపూరిత పదార్థాలను రవాణా చేయడానికి ఉపయోగిస్తారు. సీమ్ లేకపోవడం వల్ల భూమి లేదా వాతావరణంలోకి హానికరమైన పదార్ధాల లీకేజ్ మరియు ప్రవేశానికి అసంభవం హామీ ఇస్తుంది.
స్థిరమైన అధిక పీడనాన్ని సులభంగా తట్టుకోగల సామర్థ్యం చమురు మరియు గ్యాస్ పరిశ్రమకు సంబంధించిన అతుకులు లేని పైపులను చేస్తుంది.
చల్లని-ఏర్పడిన అతుకులు లేని పైపుల ప్రమాణాలు
స్టీల్ కోల్డ్-రోల్డ్ పైపులు GOST 8734-75 ప్రకారం తయారు చేయబడతాయి. ఉపబల యొక్క బయటి వ్యాసం 5 నుండి 250 మిల్లీమీటర్ల వరకు ఉంటుంది మరియు గోడ మందం 0.3-24 మిల్లీమీటర్లు. ఉత్పత్తులు 1.5 నుండి 11.5 మీటర్ల వరకు యాదృచ్ఛిక పొడవు మరియు 4.5 నుండి 9 మీటర్ల వరకు కొలుస్తారు.

మందపాటి గోడల అతుకులు లేని చల్లని-చుట్టిన ఉక్కు పైపులు వేడి-పనిచేసిన పైపుల వలె ఉపయోగించబడతాయి. పాపము చేయలేని బలం మరియు తక్కువ బరువు కలయిక అవసరమయ్యే చోట సన్నని గోడలను ఎక్కువగా ఉపయోగిస్తారు (ఏరోస్పేస్ పరిశ్రమ, నౌకానిర్మాణం మొదలైనవి)
చల్లగా ఏర్పడిన అతుకులు లేని ఉక్కు పైపులు మొత్తం ఉపయోగంలో అధిక బలం, కార్యాచరణ స్థిరత్వం మరియు విశ్వసనీయతను ప్రదర్శిస్తాయి.
నీరు మరియు గ్యాస్ ఉత్పత్తుల యొక్క లక్షణాలు మరియు లక్షణాలు
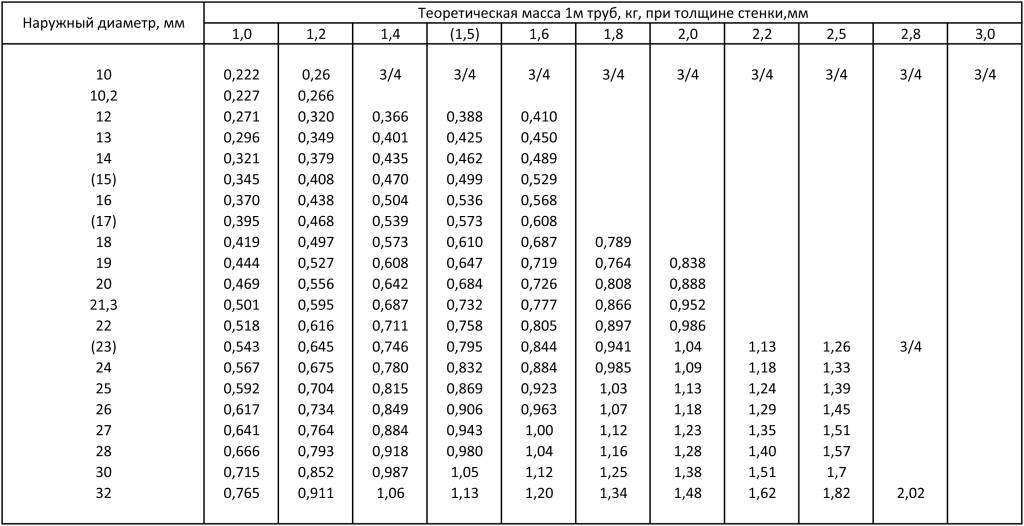
GOST 3262-75 నిబంధనల ప్రకారం గ్యాస్ మరియు నీటి పైపులు ఉత్పత్తి చేయబడతాయి. ప్రత్యేక ప్రమాణంలో, ఈ రకమైన రోల్డ్ మెటల్ ఇరుకైన పరిధి కారణంగా మాత్రమే వేరు చేయబడుతుంది.
ఉత్పత్తి యొక్క బయటి వ్యాసం 10.2-165 మిల్లీమీటర్లు, మరియు గోడ మందం 1.8-5.5 మిల్లీమీటర్ల వరకు ఉంటుంది. యాదృచ్ఛిక మరియు కొలిచిన పొడవుల పరిమాణ పరిధి ఒకే విధంగా ఉంటుంది - 4 నుండి 12 మీటర్ల వరకు.

నీరు మరియు గ్యాస్ పైపులు ప్రధానంగా వారి ఉద్దేశించిన ప్రయోజనం కోసం ఉపయోగించబడతాయి: నీటి సరఫరా మరియు గ్యాస్ కమ్యూనికేషన్ వ్యవస్థలను నిర్వహించడానికి. కొన్నిసార్లు వారు తేలికపాటి నిర్మాణాలను రూపొందించడానికి ఉపయోగిస్తారు లేదా స్టైలిష్ ఇంటీరియర్ డెకర్ వస్తువులను తయారు చేయడానికి ఫర్నిచర్ పరిశ్రమలో ఉపయోగిస్తారు.
ప్రమాణం సాంప్రదాయకంగా మాత్రమే కాకుండా, గాల్వనైజ్డ్ వాటర్ మరియు గ్యాస్ పైపుల ఉత్పత్తికి కూడా అందిస్తుంది.
సాగే ఇనుప పైపుల పథకం
 గోళాకార డికాంటర్తో అధిక-బలం ఉన్న కాస్ట్ ఇనుప పైపుల దృశ్యమాన డ్రాయింగ్
గోళాకార డికాంటర్తో అధిక-బలం ఉన్న కాస్ట్ ఇనుప పైపుల దృశ్యమాన డ్రాయింగ్
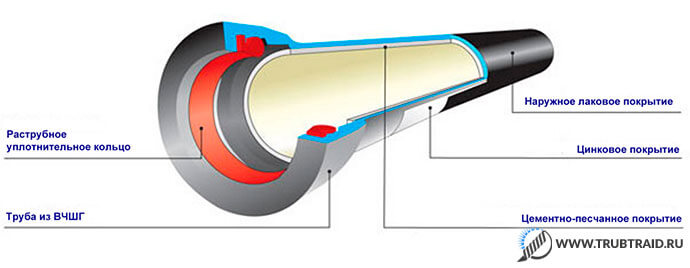
ఇది స్పష్టంగా మారినప్పుడు, డిజైన్ కొన్ని బాహ్య మరియు అంతర్గత అంశాలను కలిగి ఉంటుంది:
- సీలింగ్ రింగ్: నిర్మాణం యొక్క బలాన్ని పెంచడానికి ఈ రక్షణ పొర అవసరం. గొట్టం విరిగిపోయినప్పుడు లేదా వికృతమైన సందర్భంలో ఇది ఫ్యూజ్గా కూడా పనిచేస్తుంది.
- జింక్ పూత: నిర్మాణం యొక్క బయటి ఉపరితలంపై తుప్పు ప్రభావాన్ని గణనీయంగా తగ్గించడానికి అవసరం.
- సిమెంట్-ఇసుక పూత: పైప్ యొక్క ఉపరితలంపై విద్యుత్ ప్రభావానికి వ్యతిరేకంగా ఒక రకమైన గ్రౌండింగ్గా పనిచేస్తుంది. ఎలక్ట్రిక్ కరెంట్తో ప్రమాదం జరిగినప్పుడు, ఈ రక్షిత పొర దెబ్బ యొక్క భారాన్ని తీసుకుంటుంది.
- VChShG: వాస్తవానికి నిర్మాణం తయారు చేయబడిన ప్రధాన పదార్థం.
- చివరి పొర: ఇది తక్కువ లోడ్ కలిగి ఉన్నందున, ఇది అతి తక్కువ మలినాలను మరియు మిశ్రమాలను కలిగి ఉంటుంది.
ఈ పథకం భౌతిక మరియు గణిత పరిమాణాలను అందిస్తుంది, దీని ఆధారంగా గణనలు నిర్వహించబడతాయి మరియు నిర్మాణాల కొలతలు సెట్ చేయబడతాయి.
వివరణ:
- బెల్, D: ఉత్పత్తి ప్రారంభంలో ప్రాథమిక పరామితిని వర్ణించే భౌతిక పరిమాణం - సున్నా చక్రం. పైప్ నిర్మాణాల నిర్మాణానికి ఇది ఆధారం.
- నామమాత్రపు ప్రకరణము, DN: పైపు యొక్క అంతర్గత మార్గాల ద్వారా రవాణా పదార్ధం యొక్క పాస్బిలిటీని వర్గీకరించే నామమాత్ర విలువ.
- సగటు వ్యాసం, DE: అంతర్గత, బయటి మరియు మధ్య వ్యాసాల మధ్య ఖాళీని లెక్కించేందుకు ఉపయోగించే షరతులతో కూడిన పరామితి.
- పైప్ గోడ ప్రాంతం, S: పైపు యొక్క ప్రధాన భాగాలను లెక్కించడంలో ప్రాథమిక పరామితి.
- L మరియు L1: నిర్మాణం యొక్క వ్యక్తిగత విభాగాల పొడవు.
స్పెసిఫికేషన్లు
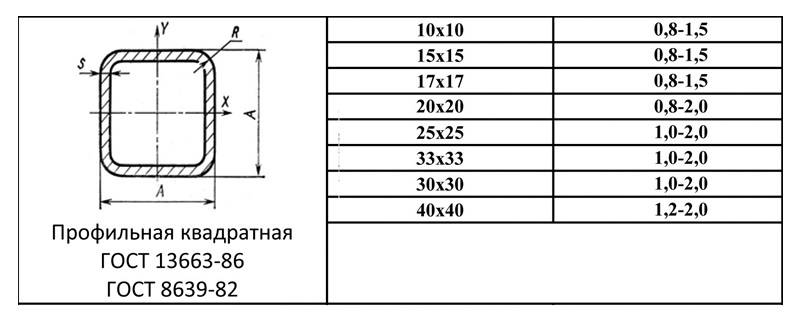
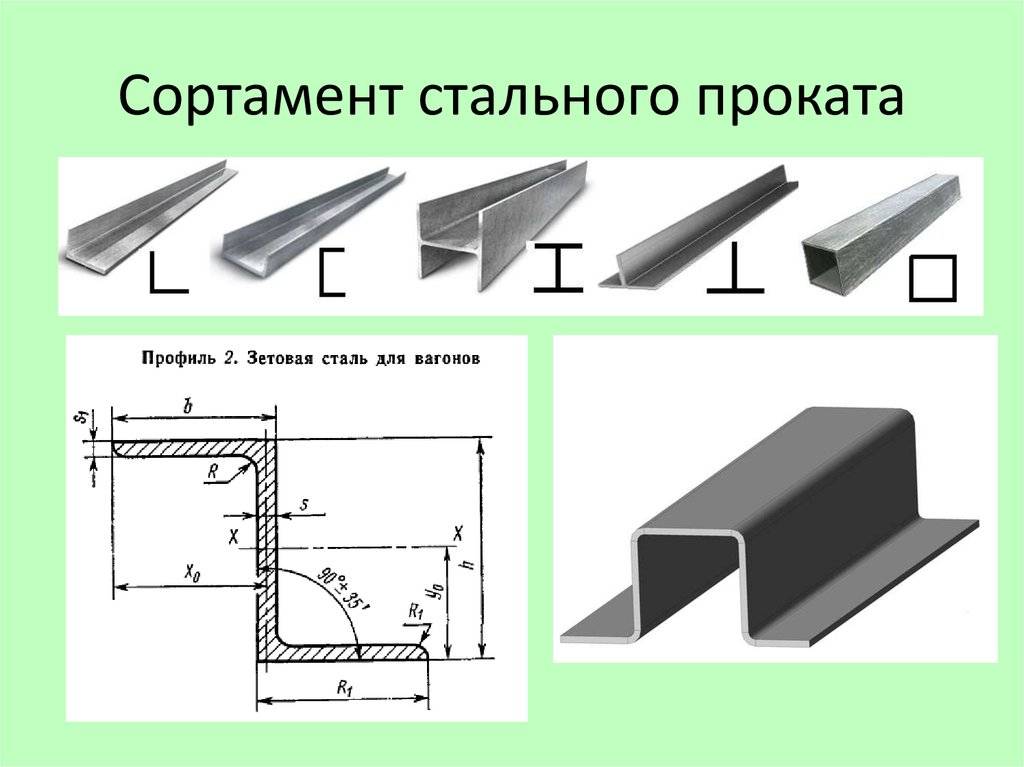
ప్రొఫైల్ స్టీల్ పైప్ యొక్క ప్రధాన సాంకేతిక లక్షణాలను పరిగణించండి:
- ప్రొఫైల్ వీక్షణ. దీని ప్రధాన రకాలు చదరపు, దీర్ఘచతురస్రాకార మరియు ఓవల్.ఈ ప్రమాణం సాధారణ కలగలుపులో పైప్ ప్రొఫైల్ యొక్క విభజనను నిర్ణయిస్తుంది.
- రేఖాగణిత కొలతలు. దీర్ఘచతురస్రాకార వీక్షణల కోసం, ఇవి వెడల్పు మరియు ఎత్తు. అలాగే ప్రతి సెగ్మెంట్ పొడవు.
- గోడ మందము. చాలా ముఖ్యమైన వివరాలు, ఎందుకంటే ఇది తదుపరి ఉపయోగం యొక్క పరిధిని నిర్ణయిస్తుంది.
- బరువు. వస్తువుల నాణ్యత స్థాయిని నిర్ణయించే సమానమైన ముఖ్యమైన అంచనా. బరువు మరియు రేఖాగణిత కొలతలు ద్వారా, మీరు గోడ మందం తెలుసుకోవచ్చు. కొలతలను యాక్సెస్ చేసే సామర్థ్యం అందుబాటులో లేని పరిస్థితుల్లో ఇది చాలా ఉపయోగకరంగా ఉంటుంది.
ఉక్కు ప్రొఫెషనల్ గొట్టాలను వివరిస్తూ, వారి పరిధి GOST 8639-82 ద్వారా నిర్ణయించబడుతుందని గమనించాలి. ఈ పత్రంలో, ప్రొఫైల్ యొక్క మూడు ప్రధాన రకాలు వేరు చేయబడ్డాయి:
- చల్లగా ఏర్పడినది.
- హాట్ రోల్డ్.
- ఎలక్ట్రోవెల్డ్.
 మొదటి రెండు అతుకులు, మరియు మూడవది వెల్డెడ్ టెక్నాలజీలను ఉపయోగించి షీట్ మెటీరియల్ నుండి ఉత్పత్తి చేయబడుతుంది.
మొదటి రెండు అతుకులు, మరియు మూడవది వెల్డెడ్ టెక్నాలజీలను ఉపయోగించి షీట్ మెటీరియల్ నుండి ఉత్పత్తి చేయబడుతుంది.
పైప్ యొక్క ఏదైనా లక్షణం దాని ఇతర సూచికల సంఖ్యపై ఆధారపడి ఉంటుందని గమనించాలి. ఈ కారణాల వల్ల, GOST యొక్క సంబంధిత లెక్కించిన విలువల పట్టిక ఉనికిని ఒకటి లేదా మరొక తయారీదారు నుండి నాణ్యత స్థాయి ఎంత ఎక్కువగా ఉందో తెలుసుకోవడం సులభం చేస్తుందని మేము నిర్ధారించగలము.
ఎందుకు తాపన వ్యవస్థలు కోసం మెటల్ ఎంచుకోండి
ఇరవై సంవత్సరాలకు పైగా, ఉక్కు పైపులకు ఆచరణాత్మకంగా ప్రత్యామ్నాయం లేదు - కార్బన్ (వ్యావహారికంగా బ్లాక్ మెటల్), గాల్వనైజ్డ్, స్టెయిన్లెస్ స్టీల్. ఆ సమయంలో, వేడి చేయడానికి రాగిని ఉపయోగించడం గురించి వారు వినలేదు; ప్లాస్టిక్ పైపులు ప్రగతిశీల శాస్త్రీయ పత్రికలలో కూడా ప్రస్తావించబడలేదు. ఇప్పుడు పరిస్థితి సమూలంగా మారిపోయింది: అనేక రకాల చవకైన హైటెక్ ప్లాస్టిక్స్ వేడి వ్యవస్థల నుండి మెటల్ని బలంగా నెట్టివేసింది.

అయినప్పటికీ, అనేక పరిస్థితులలో మెటల్ పైపులు ఇప్పటికీ ఎంతో అవసరం: వ్యవస్థలు చాలా ఎక్కువ ఆపరేటింగ్ ఒత్తిళ్లలో పనిచేస్తున్నప్పుడు, వేడి దుకాణాలలో, పైప్లైన్ల నుండి అధిక బలం అవసరమైనప్పుడు.
ఉత్పత్తి పద్ధతి ద్వారా పైపుల రకాలు
పైప్లైన్ ఉత్పత్తి యొక్క క్రింది పద్ధతులు ఉన్నాయి: వేడి-ఏర్పడిన, చల్లని-ఏర్పడిన, విద్యుత్-వెల్డెడ్. ఉత్పత్తుల యొక్క కొలతలు మరియు గరిష్ట విచలనాలు, తయారీ పదార్థాలు రౌండ్ స్టీల్ పైపుల కోసం కలగలుపుల ద్వారా నియంత్రించబడతాయి, ప్రతి ఉత్పత్తి పద్ధతికి వేర్వేరు కలగలుపు:
అతుకులు లేని వేడి-రూపొందించిన ఉక్కు పైపులు GOST 8732
పైపుల ఉత్పత్తి మూడు దశల్లో జరుగుతుంది. ప్రారంభంలో, 900-1200 డిగ్రీల వరకు వేడిచేసిన ఒక రౌండ్ బిల్లెట్లో, ప్రత్యేక యంత్రాలపై ఒక రంధ్రం కుట్టినది, ఫలితంగా, ఒక స్లీవ్ పొందబడుతుంది. తరువాత, స్లీవ్ డ్రాఫ్ట్ పైపులోకి చుట్టబడుతుంది మరియు చివరి దశ పరిమాణం, మందం మరియు వ్యాసం పరంగా తుది కొలతలుతో రోలింగ్ చేయబడుతుంది.





ఉత్పత్తి యొక్క ఈ పద్ధతి ద్వారా పొందిన ఉత్పత్తుల కొలతలు కావచ్చు: బయటి వ్యాసం 16-630 మిమీ, గోడ మందం 1.5-50 మిమీ. తయారీకి ఉపయోగించే పదార్థాన్ని బట్టి ఉత్పత్తుల ఖాళీలు అనేక సమూహాలుగా విభజించబడ్డాయి:
- A - ఉత్పత్తి యొక్క యాంత్రిక లక్షణాలు సాధారణీకరించబడ్డాయి.
- B - రసాయన కూర్పు తయారీ సమయంలో నియంత్రించబడుతుంది.
- B - యాంత్రిక లక్షణాలు మరియు రసాయన కూర్పు ఏకకాలంలో నియంత్రించబడతాయి;
- D - రసాయన కూర్పు సాధారణీకరించబడింది మరియు యాంత్రిక లక్షణాలు ప్రోటోటైప్లపై తనిఖీ చేయబడతాయి;
- D - ధృవీకరణ సమయంలో పరీక్ష పీడనం యొక్క విలువ నియంత్రించబడుతుంది.
వేడి-ఏర్పడిన పైపుల ఉత్పత్తి
పైపులు స్టీల్ అతుకులు చల్లని GOST 8734 అనుగుణంగా వైకల్యంతో
రోలింగ్ కోసం, రౌండ్ స్టీల్ బిల్లేట్లు ఉపయోగించబడతాయి.వర్క్పీస్ అవసరమైన ప్లాస్టిసిటీని పొందడానికి స్ఫటికీకరణ ప్రారంభం యొక్క ఉష్ణోగ్రతకు ప్రత్యేక ఫర్నేసులలో వేడి చేయబడుతుంది. అప్పుడు అది కుట్టినది మరియు రోలింగ్ మిల్లులోకి ప్రవేశిస్తుంది, ఇక్కడ రోలర్ల సహాయంతో ఉత్పత్తి యొక్క కఠినమైన కొలతలు ఏర్పడతాయి. చివరి ఆపరేషన్ పరిమాణం మరియు నిర్దిష్ట పొడవుకు కత్తిరించడం.
వేడి-ఏర్పడిన గొట్టం వలె కాకుండా, ఒక చల్లని-ఏర్పడిన పైప్ అమరిక సమయంలో అదనపు వేడి చికిత్సను పొందుతుంది, ఇది అటువంటి ఉత్పత్తులను స్థిరంగా మరియు మన్నికైనదిగా చేస్తుంది.
చల్లని-రూపొందించిన ఉత్పత్తులు క్రింది వర్గాలుగా విభజించబడ్డాయి, ఇక్కడ ప్రధాన ప్రమాణం D వ్యాసం మరియు గోడ పరిమాణం Sకి నిష్పత్తి:
- ప్రత్యేకించి సన్నని గోడలు, D/S నిష్పత్తి 40 కంటే ఎక్కువ. పరిమాణం D = 20 mm లేదా అంతకంటే తక్కువ అయితే, పరిమాణం S = 0.5 mm లేదా అంతకంటే తక్కువ.
- సన్నని గోడలు, D / S నిష్పత్తి 12.5 మరియు 40 కంటే తక్కువ. అదనంగా, D \u003d 20 mm తో పైపులు. మరియు తక్కువ, S=1.5 mm వద్ద మరియు తక్కువ.
- మందపాటి గోడలు, D/S నిష్పత్తి 6 నుండి 12.5.
- 6 కంటే తక్కువ D / S నిష్పత్తితో ప్రత్యేకంగా మందపాటి గోడలు.
వివిధ హైడ్రాలిక్ వ్యవస్థలు, ఆటోమోటివ్ ఇంజన్లు, పారిశ్రామిక శీతలీకరణ వ్యవస్థలు, అలాగే వైద్య మరియు ఆహార పరిశ్రమలలో సన్నని గోడలు మరియు అదనపు సన్నని గోడల పైపులు ఉపయోగించబడతాయి. మందపాటి గోడల పైపుల యొక్క ప్రధాన అప్లికేషన్ చమురు మరియు గ్యాస్ పరిశ్రమలో ఉంది.
సన్నని గోడల చల్లని-చుట్టిన ఉత్పత్తులు
GOST 10704 ప్రకారం ఎలక్ట్రిక్-వెల్డెడ్ స్టీల్ గొట్టాలు
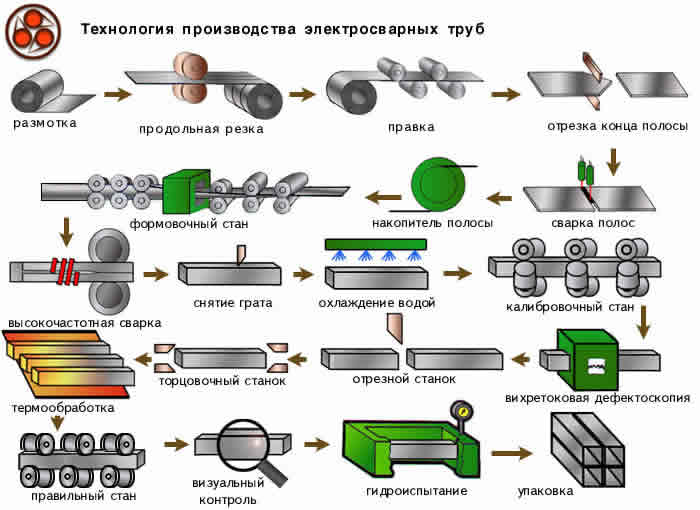
తయారీ సాంకేతికత అనేక దశలను కలిగి ఉంటుంది, ఇవి ఒక నిరంతర ప్రక్రియగా మిళితం చేయబడతాయి:
- షీట్ కట్టింగ్. ఇది హై-ప్రెసిషన్ మెషీన్లలో నిర్వహించబడుతుంది మరియు అదే పరిమాణంలో ఖాళీలను పొందడానికి మిమ్మల్ని అనుమతిస్తుంది.
- అంతులేని టేప్ పొందటానికి, స్ట్రిప్స్ కలిసి వెల్డింగ్ చేయబడతాయి, గతంలో ఉపరితల లోపాలను తొలగించడానికి రోలర్ల వ్యవస్థ ద్వారా ఆమోదించబడ్డాయి.
- ఫలిత వర్క్పీస్ క్షితిజ సమాంతర మరియు నిలువు రోలర్ల వ్యవస్థ ద్వారా పంపబడుతుంది, దానితో ఉత్పత్తి ఏర్పడుతుంది.
- ఎడ్జ్ వెల్డింగ్ అధిక-ఫ్రీక్వెన్సీ వెల్డింగ్ను ఉపయోగించి నిర్వహిస్తారు. వర్క్పీస్ యొక్క అంచులు ద్రవీభవన ఉష్ణోగ్రతకు ఒక ఇండక్టర్ ద్వారా వేడి చేయబడతాయి, ఆపై రోలర్లు క్రిమ్పింగ్ చేయడం ద్వారా ఒత్తిడి చేయబడతాయి. మరొక మార్గం, అధిక-ఫ్రీక్వెన్సీ జెనరేటర్తో అంచులు వేడి చేయబడినప్పుడు, పరిచయాలను ఉపయోగించి అంచులకు కరెంట్ వర్తించబడుతుంది.
- క్రమాంకనం మరియు డీబరింగ్. వర్క్పీస్ చల్లబడి, ఆపై ఓవాలిటీని తొలగించడానికి మరియు అవసరమైన పరిమాణాలను నిర్ధారించడానికి అమరిక రోలర్ల ద్వారా పంపబడుతుంది.
- ఉత్పత్తి కట్టింగ్. ఖాళీలు అవసరమైన పరిమాణానికి కత్తిరించబడతాయి.
- తయారు చేయబడిన ఉత్పత్తుల నాణ్యత నియంత్రణ మూడు విధాలుగా నిర్వహించబడుతుంది: వెల్డ్ తనిఖీ, అధిక నీటి పీడన పరీక్ష మరియు చదును. వెల్డింగ్ను నియంత్రించడానికి, అల్ట్రాసోనిక్ పద్ధతి ప్రధానంగా ఉపయోగించబడుతుంది. లోపం డిటెక్టర్ వెల్డింగ్ ఆపరేషన్ తర్వాత నేరుగా లైన్లో ఉంది. 100% ఉత్పత్తులు నియంత్రణకు లోబడి ఉంటాయి. బ్యాచ్ నుండి 15% ఉత్పత్తులు హైడ్రోటెస్టింగ్కు లోబడి ఉంటాయి. మరియు బ్యాచ్ నుండి రెండు ఉత్పత్తులు చదును పరీక్షలో ఉత్తీర్ణత సాధించాయి.
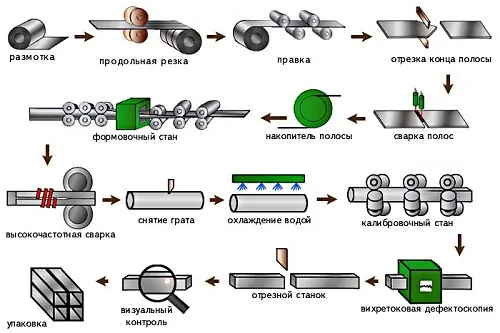 ఎలక్ట్రిక్-వెల్డెడ్ పైపుల తయారీకి పథకం
ఎలక్ట్రిక్-వెల్డెడ్ పైపుల తయారీకి పథకం
భారీ లోడ్లు మరియు ఒత్తిళ్లను తట్టుకోగల ఇంజనీరింగ్ నెట్వర్క్ల వేయడంలో ఎలెక్ట్రోవెల్డెడ్ పైప్లైన్లు విస్తృతంగా ఉపయోగించబడతాయి. 1200 మిమీ వ్యాసం కలిగిన ఉత్పత్తులు. దాదాపు అన్ని ప్రధాన గ్యాస్ పైప్లైన్లు మరియు చమురు పైప్లైన్ల సంస్థాపనలో ఉపయోగిస్తారు.
మెటల్ పైపుల యొక్క లాభాలు మరియు నష్టాలు
మెటల్ ఉత్పత్తుల యొక్క ప్రయోజనాలు:
- బలం. ఉక్కు, రాగి మరియు తారాగణం ఇనుము ప్లాస్టిక్ కంటే ఎక్కువ ఒత్తిడిని తట్టుకోగలవు మరియు నీటి సుత్తికి చాలా ఎక్కువ నిరోధకతను కలిగి ఉంటాయి;
- దుకాణాలలో పనిచేసేటప్పుడు పైపుల నాన్-విధ్వంసం యొక్క హామీగా బలం - తరచుగా ఉత్పాదక పరిస్థితులలో ట్రైనింగ్ మెకానిజమ్స్, పరికరాలు, హాట్ షాపులలో అత్యవసర పరిస్థితుల ఆపరేషన్ సమయంలో వాటికి నష్టం జరిగే అవకాశం ఉంది. భవనాల మధ్య వేడిని తెరిచినప్పుడు, తగినంత నిర్మాణ బలం కూడా అవసరం - వేడిచేసినప్పుడు మెటల్ దాని జ్యామితిని తక్కువగా మారుస్తుంది, మెటల్ విధ్వంసానికి మరింత నిరోధకతను కలిగి ఉంటుంది;
- అగ్ని నిరోధకము;
- ఉష్ణోగ్రత హెచ్చుతగ్గులకు నిరోధకత;
- మానవులకు ప్రమాదకరం;
- అతినీలలోహిత వికిరణానికి నిరోధకత;
- వెల్డెడ్ సిస్టమ్ ఏదైనా సందర్భంలో ముందుగా నిర్మించిన నిర్మాణాల కంటే గాలి చొరబడనిది, మరియు గ్యాస్ వ్యవస్థలను వ్యవస్థాపించేటప్పుడు ఇది నిర్ణయాత్మకంగా ఉంటుంది;
- తక్కువ ఉష్ణ విస్తరణ - మెటల్ కుంగిపోదు మరియు ప్లాస్టిక్ లాగా వేడిచేసినప్పుడు దాని ఆకృతీకరణను మార్చదు;
- సుదీర్ఘ సేవా జీవితం.
- ఉష్ణ వాహకత. మెటల్ తాపన వ్యవస్థ గదిలో వేడి యొక్క అదనపు మూలంగా పనిచేస్తుంది; భవనం చుట్టుకొలత చుట్టూ పైపులు వేసేటప్పుడు, మీరు గదుల మూలలను కొద్దిగా వేడెక్కించవచ్చు, వాటిలో గాలి కదలికను పెంచవచ్చు మరియు తేమ, ఫంగస్ మరియు అచ్చు నుండి రక్షించవచ్చు.
మెటల్ పైపుల యొక్క సాధారణ ప్రతికూలతలు:
- ఉక్కు మరియు తారాగణం ఇనుము కోసం - తుప్పుకు ఒక ధోరణి;
- పెద్ద బరువు;
- ఉక్కు మరియు తారాగణం ఇనుము కోసం - లోపలి ఉపరితలం యొక్క కాల్షియం మరియు మెగ్నీషియం లవణాలతో అతిగా పెరగడం;
- వెల్డింగ్ లేదా థ్రెడ్ ఫిట్టింగుల ద్వారా సంక్లిష్ట సంస్థాపన.
ఉక్కు పైపుల కోసం GOST లు ఏమిటి
ఏ రకమైన ఉక్కు పైపు యొక్క సాంకేతిక సూచికల జాబితా నేరుగా ఏ తయారీ పద్ధతిని ఉపయోగించారనే దానిపై ఆధారపడి ఉంటుంది.ఇవన్నీ GOST ల సహాయంతో నిర్ణయించబడతాయి, దీని యొక్క జ్ఞానం, కనీసం, ఒక నిర్దిష్ట రకం పైప్ యొక్క ఆపరేషన్ కోసం ఖాతా సిఫార్సులను పరిగణనలోకి తీసుకోవడం సాధ్యం చేస్తుంది.
ప్రస్తుతం, ఉక్కు పైపుల ఉత్పత్తికి క్రింది నియంత్రణ పత్రాలు ఎక్కువగా ఉపయోగించబడుతున్నాయి:
GOST 30732-2006. ఇది 2006లో ఆమోదించబడింది: దాని నిబంధనలు హీట్-ఇన్సులేటింగ్ లేయర్తో పూసిన ఉక్కుతో చేసిన పైపులు మరియు అమరికలకు సంబంధించినవి.
ఉక్కు ఉత్పత్తులు, ఇక్కడ పాలియురేతేన్ ఫోమ్ థర్మల్ ఇన్సులేషన్ మరియు పాలిథిలిన్ కోశం ఉపయోగించబడతాయి లేదా రక్షిత ఉక్కు పూత, భూగర్భ తాపన నెట్వర్క్లను వేయడానికి అవసరమైన సందర్భాలలో ఉపయోగిస్తారు. శీతలకరణి ఉష్ణోగ్రత 140 డిగ్రీల కంటే ఎక్కువ ఉండకూడదు (150 డిగ్రీలకు పెరగడం కొద్దిసేపు మాత్రమే అనుమతించబడుతుంది). ఈ సందర్భంలో, వ్యవస్థలో ఒత్తిడి 1.6 MPa కంటే ఎక్కువ ఉండకూడదు GOST 2591-2006 (88).
GOST, హాట్-రోల్డ్ స్టీల్ కోసం రూపొందించబడింది, 2006 లో స్వీకరించబడింది, అయితే కొన్ని మూలాలు పాత GOST - 2591-81 వినియోగాన్ని అనుమతిస్తాయి. పత్రం చదరపు ఉక్కు ఉత్పత్తులకు సంబంధించిన సమాచారాన్ని కలిగి ఉంది, దీని తయారీకి "హాట్" పద్ధతి ఉపయోగించబడింది. ఈ GOST 6 నుండి 200 మిమీ వరకు సైడ్ సైజులతో అన్ని ఉత్పత్తులకు వర్తిస్తుంది.
తయారీదారు మరియు కస్టమర్ ప్రత్యేక ఒప్పందాన్ని రూపొందించినట్లయితే పెద్ద చదరపు పైపులు ఉత్పత్తి చేయబడతాయి GOST 9567-75. ఇది ఉక్కుతో తయారు చేయబడిన ఖచ్చితమైన పైపులను నిర్దేశిస్తుంది, దీని కోసం అధిక ఖచ్చితత్వ తయారీ. కోల్డ్-ఫార్మేడ్ మరియు హాట్-రోల్డ్ గాల్వనైజ్డ్ లేదా క్రోమ్-ప్లేటెడ్ ప్రెసిషన్ ట్యూబ్ల మధ్య వ్యత్యాసం ఉంటుంది.
మెషిన్-బిల్డింగ్ పరిశ్రమకు ప్రత్యేకంగా ఈ పెరిగిన GOST యొక్క ఉత్పత్తులు అవసరం GOST 52079-2003. ఈ పత్రం 114 - 1420 మిమీ వ్యాసంతో ఉక్కుతో తయారు చేయబడిన రేఖాంశ వెల్డింగ్ మరియు స్పైరల్ వెల్డెడ్ పైపుల ప్రమాణాలను నిర్దేశిస్తుంది.అటువంటి మొత్తం ఉత్పత్తుల నుండి, ప్రధాన గ్యాస్ పైప్లైన్లు, చమురు మరియు చమురు ఉత్పత్తులను రవాణా చేసే పైప్లైన్లు అమర్చబడి ఉంటాయి.
GOST 52079-2003 తినివేయు చర్య లేని ఉత్పత్తులను మాత్రమే ఈ పైపుల ద్వారా బదిలీ చేయవచ్చని సూచిస్తుంది. పెద్ద వ్యాసాలతో ఉక్కు పైపుల సహాయంతో, 9.8 MPa వరకు ఒత్తిడితో పదార్థాలను రవాణా చేయడం సాధ్యపడుతుంది. పర్యావరణం కోసం, కనీసం -60 డిగ్రీల ఉష్ణోగ్రత సెట్ చేయబడింది.



అదే సమయంలో, అధికారికంగా GOST 52079-2003 ఇకపై చెల్లుబాటు కాదని తెలుసుకోవడం ముఖ్యం: జనవరి 1, 2015 నుండి, కొత్త GOST 31447-2012.GOST 12336-66 అమలులో ఉంది. దీని నిబంధనలు చదరపు లేదా దీర్ఘచతురస్రం రూపంలో ఒక విభాగంతో ప్రొఫైల్ రకం యొక్క క్లోజ్డ్ ఉత్పత్తులకు సంబంధించినవి. జనవరి 1, 1981 నుండి, GOST 12336-66 యొక్క అధికారాలు TU 14-2-361-79కి బదిలీ చేయబడ్డాయి, కానీ దాని నిబంధనల యొక్క ఔచిత్యం ఈ రోజు వరకు కోల్పోలేదు. GOST 10705-91 (80)
జనవరి 1, 1981 నుండి, GOST 12336-66 యొక్క అధికారాలు TU 14-2-361-79కి బదిలీ చేయబడ్డాయి, అయితే దాని నిబంధనల యొక్క ఔచిత్యం ఈ రోజు వరకు కోల్పోలేదు GOST 10705-91 (80).
10 నుండి 630 మిమీ వ్యాసం కలిగిన రేఖాంశంగా వెల్డింగ్ చేయబడిన ఉక్కు పైపులు ఉత్పత్తి చేయబడే సాంకేతిక పరిస్థితుల జాబితాను కలిగి ఉంటుంది. ఈ GOST ప్రకారం పైపుల ఉత్పత్తికి, కార్బన్ లేదా తక్కువ-మిశ్రమం ఉక్కు ఉపయోగించబడుతుంది. ఈ ఉత్పత్తులు అనేక ప్రాంతాలలో ఉపయోగించబడుతున్నాయి, అయితే నీటిని పంపింగ్ చేయడానికి పైప్లైన్కు ప్రాధాన్యత ఇవ్వబడుతుంది.
ఎలక్ట్రిక్ హీటర్లు తయారు చేయబడిన ఉక్కు పైపులకు ప్రమాణం యొక్క నిబంధనలు వర్తించవు GOST 10706 76 (91). రేఖాంశ రకం యొక్క ఎలక్ట్రిక్-వెల్డెడ్ స్టీల్ గొట్టాల ఆందోళనలు, ఇవి సాధారణ ప్రయోజనం కలిగి ఉంటాయి. ఈ పత్రం నుండి క్రింది విధంగా, ఈ ఉత్పత్తి యొక్క వ్యాసం 426 నుండి 1620 మిమీ వరకు ఉంటుంది. GOST 10707 80.
ఎలక్ట్రిక్-వెల్డెడ్ కోల్డ్-ఫార్మేడ్ పైపులు ఉత్పత్తి చేయబడే ప్రమాణాలు ఇక్కడ ఉన్నాయి, ఇవి వేరే స్థాయి ఖచ్చితత్వాన్ని కలిగి ఉంటాయి: సాధారణ, పెరిగిన మరియు ఖచ్చితత్వం. ఈ పత్రం కోసం లక్ష్యంగా చేసుకున్న ఉత్పత్తుల యొక్క వ్యాసం 5 నుండి 110 మిమీ వరకు ఉంటుంది: ఈ సందర్భంలో, కలపని కార్బన్ స్టీల్ ఉపయోగించబడుతుంది. కొన్నిసార్లు ఎలక్ట్రిక్-వెల్డెడ్ రేఖాంశంగా వెల్డింగ్ చేయబడిన ఉత్పత్తులు GOST 10707 80కి సంబంధించిన డాక్యుమెంటేషన్లో సూచనలను కలిగి ఉంటాయి: 1991లో ఈ పత్రం యొక్క చెల్లుబాటును పొడిగించాలని నిర్ణయించడం దీనికి కారణం.
ఉక్కు పైపుల ఉత్పత్తి: ప్రాథమిక పద్ధతులు
ఉక్కు పైపులు అనేక విధాలుగా తయారు చేయబడతాయి.
అత్యంత సాధారణ తయారీ ఎంపికలు:
- ప్రత్యక్ష సీమ్తో ఎలెక్ట్రోవెల్డెడ్;
- ఒక మురి సీమ్తో విద్యుత్ వెల్డింగ్;
- ఒక సీమ్ లేకుండా వేడి పని;
- చల్లని ఒక సీమ్ లేకుండా గాయమైంది.
తగిన మెటల్ ప్రాసెసింగ్ పద్ధతి యొక్క ఎంపిక తయారీదారు నుండి లభించే ముడి పదార్థాలు మరియు పరికరాల నాణ్యతపై ఆధారపడి ఉంటుంది.
ప్రత్యేక ప్రమాణం నీరు మరియు గ్యాస్ పైపులను నియంత్రిస్తుంది. అయినప్పటికీ, ఈ పదార్ధం కోసం ఒక ప్రత్యేక తయారీ పద్ధతి ఉన్నందున ఇది జరగదు, కానీ అప్లికేషన్ యొక్క ఫీల్డ్ ఆధారంగా మాత్రమే.
వాస్తవానికి, ఈ రకమైన గొట్టాలు నేరుగా సీమ్తో సార్వత్రిక విద్యుత్ వెల్డింగ్ ఉత్పత్తి. సాధారణంగా, ఈ రకం మితమైన ఒత్తిడితో కమ్యూనికేషన్ వ్యవస్థలలో ఉపయోగించబడుతుంది.
విద్యుత్తుతో వెల్డింగ్ చేయబడిన స్ట్రెయిట్ సీమ్ ఉత్పత్తులను ఎలా తయారు చేస్తారు?
ఒక ఉక్కు షీట్ (స్ట్రిప్) గట్టి రోల్లోకి చుట్టబడుతుంది మరియు కావలసిన పొడవు మరియు వెడల్పు యొక్క రేఖాంశ స్ట్రిప్స్లో కత్తిరించబడుతుంది. ఫలితంగా శకలాలు అంతులేని బెల్ట్గా వెల్డింగ్ చేయబడతాయి, తద్వారా ఉత్పత్తిలో కొనసాగింపును నిర్ధారిస్తుంది.
అప్పుడు టేప్ రోలర్లలో వైకల్యంతో ఉంటుంది మరియు వర్క్పీస్ ఓపెన్ అంచులతో రౌండ్ సెక్షన్ ఉత్పత్తిగా మారుతుంది.కనెక్ట్ సీమ్ ఆర్క్ పద్ధతి, ఇండక్షన్ కరెంట్స్, ప్లాస్మా, లేజర్ లేదా ఎలక్ట్రాన్ కిరణాల ద్వారా వెల్డింగ్ చేయబడింది.
టంగ్స్టన్ ఎలక్ట్రోడ్ (ఎలక్ట్రిక్ ఆర్క్ వెల్డింగ్ యొక్క క్రియాశీల మూలకం)తో జడ వాయువు వాతావరణంలో తయారు చేయబడిన ఉక్కు పైపుపై సీమ్ చాలా బలంగా మరియు మన్నికైనది. అయితే, ప్రాసెసింగ్ చాలా సమయం పడుతుంది. హై-ఫ్రీక్వెన్సీ ఇండక్షన్ కరెంట్లతో పైప్ వెల్డింగ్ దాదాపు 20 రెట్లు వేగంగా జరుగుతుంది, కాబట్టి అటువంటి ఉత్పత్తుల ధర ఎల్లప్పుడూ చాలా తక్కువగా ఉంటుంది
అన్ని అవకతవకల తర్వాత, రౌండ్ స్టీల్ పైప్ రోలర్లలో క్రమాంకనం చేయబడుతుంది మరియు సీమ్ యొక్క బలం మరియు సమగ్రత యొక్క సున్నితమైన నాన్-డిస్ట్రక్టివ్ నియంత్రణ అల్ట్రాసౌండ్ లేదా ఎడ్డీ ప్రవాహాల ద్వారా నిర్వహించబడుతుంది. పరీక్ష ప్రక్రియలో లోపాలు కనుగొనబడకపోతే, వర్క్పీస్ ప్రణాళికాబద్ధమైన పొడవు యొక్క శకలాలుగా కత్తిరించబడుతుంది మరియు గిడ్డంగికి పంపబడుతుంది.
ఎలక్ట్రిక్ వెల్డెడ్ స్పైరల్ సీమ్ రకాల ఉత్పత్తి
ఉక్కు స్పైరల్-సీమ్ పైపుల ఉత్పత్తి నేరుగా-సీమ్ పైపుల వలె అదే సూత్రాన్ని అనుసరిస్తుంది, ఉత్పత్తుల తయారీకి సరళమైన యంత్రాంగాలు మాత్రమే ఉపయోగించబడతాయి. ప్రధాన వ్యత్యాసం ఏమిటంటే, కట్ స్టీల్ స్ట్రిప్ రోలర్ల సహాయంతో ట్యూబ్గా కాకుండా, మురిగా చుట్టబడుతుంది. ఇది అన్ని దశలలో అధిక కనెక్షన్ ఖచ్చితత్వాన్ని నిర్ధారిస్తుంది.
స్పైరల్ సీమ్ ఉన్న పైపులపై, అత్యవసర పరిస్థితుల్లో, ఒక ప్రధాన రేఖాంశ క్రాక్ ఏర్పడదు, ఇది ఏదైనా కమ్యూనికేషన్ వ్యవస్థ యొక్క అత్యంత ప్రమాదకరమైన వైకల్యంగా నిపుణులచే గుర్తించబడింది.
స్పైరల్ సీమ్ మరింత నమ్మదగినదిగా పరిగణించబడుతుంది మరియు పైప్ పెరిగిన తన్యత బలాన్ని ఇస్తుంది. నష్టాలు సీమ్ యొక్క పెరిగిన పొడవును కలిగి ఉంటాయి, వెల్డింగ్ వినియోగ వస్తువులకు అదనపు ఖర్చులు మరియు కనెక్షన్ కోసం ఎక్కువ సమయం అవసరం.
వేడి-ఏర్పడిన అతుకులు లేని ఉత్పత్తుల ఉత్పత్తి
వేడి వైకల్యం ద్వారా అతుకులు లేని (ఘన-గీసిన) ఉక్కు పైపును రూపొందించడానికి ఖాళీగా, ఏకశిలా స్థూపాకార బిల్లెట్ ఉపయోగించబడుతుంది.
ఇది పారిశ్రామిక కొలిమిలో అధిక ఉష్ణోగ్రత వద్ద వేడి చేయబడుతుంది మరియు కుట్లు ప్రెస్ ద్వారా నడపబడుతుంది. యూనిట్ ఉత్పత్తిని స్లీవ్ (బోలు సిలిండర్)గా మారుస్తుంది మరియు అనేక రోలర్లతో తదుపరి ప్రాసెసింగ్ మూలకానికి కావలసిన గోడ మందం మరియు తగిన వ్యాసం ఇస్తుంది.






వేడి వైకల్యం ద్వారా ఉత్పత్తి చేయబడిన ఉక్కుతో తయారు చేయబడిన పైప్ పదార్థం యొక్క గోడ మందం 75 మిమీకి చేరుకుంటుంది. ఈ నాణ్యత యొక్క పైప్స్ కష్టతరమైన ఆపరేటింగ్ పరిస్థితుల్లో మరియు కమ్యూనికేషన్ సిస్టమ్స్లో ఉపయోగించబడతాయి, ఇక్కడ బలం మరియు విశ్వసనీయత ప్రధాన ప్రాధాన్యత.
చివరి దశలో, వేడి ఉక్కు పైపు చల్లబడి, పేర్కొన్న పారామితుల ప్రకారం కత్తిరించబడుతుంది మరియు తుది ఉత్పత్తి గిడ్డంగికి బదిలీ చేయబడుతుంది.
చల్లని-ఏర్పడిన పైపుల ఉత్పత్తి యొక్క లక్షణాలు
చల్లని వైకల్యం ద్వారా అతుకులు లేని ఉక్కు పైపుల తయారీ ప్రక్రియ యొక్క ప్రారంభ దశ "హాట్" సంస్కరణకు సమానంగా ఉంటుంది. అయితే, పియర్సింగ్ మిల్లు ద్వారా నడుస్తున్న తర్వాత, స్లీవ్ వెంటనే చల్లబడుతుంది మరియు అన్ని ఇతర కార్యకలాపాలు చల్లని వాతావరణంలో నిర్వహించబడతాయి.
పైపు పూర్తిగా ఏర్పడినప్పుడు, అది తప్పనిసరిగా ఎనియల్ చేయబడాలి, మొదట దానిని ఉక్కు రీక్రిస్టలైజేషన్ ఉష్ణోగ్రతకు వేడి చేసి, ఆపై మళ్లీ చల్లబరుస్తుంది. అటువంటి చర్యల తరువాత, నిర్మాణం యొక్క స్నిగ్ధత పెరుగుతుంది, మరియు మెటల్ కూడా అంతర్గత ఒత్తిళ్లను వదిలివేస్తుంది, ఇది చల్లని వైకల్యం సమయంలో అనివార్యంగా ఉత్పన్నమవుతుంది.
అత్యంత విశ్వసనీయ కమ్యూనికేషన్ వ్యవస్థను వేయడానికి చల్లని-ఏర్పడిన ఉక్కు గొట్టాలను ఉపయోగించవచ్చు, దీనిలో లీకేజ్ ప్రమాదం తగ్గించబడుతుంది.
ఇప్పుడు మార్కెట్లో 0.3 నుండి 24 మిమీ గోడ మందం మరియు 5 - 250 మిమీ వ్యాసం కలిగిన అతుకులు కోల్డ్ రోల్డ్ పైపులు ఉన్నాయి. వారి ప్రయోజనాలు అధిక స్థాయి బిగుతు మరియు అధిక ఒత్తిడిని తట్టుకోగల సామర్థ్యాన్ని కలిగి ఉంటాయి.
ప్రముఖ తయారీదారుల నుండి ఉత్పత్తుల యొక్క అవలోకనం
సమర్పించబడిన వివిధ రకాల ఉత్పత్తులలో, దీర్ఘకాలిక సానుకూల ఖ్యాతిని కలిగి ఉన్న ప్రసిద్ధ బ్రాండ్లు ఉన్నాయి. వీటిలో కంపెనీల ఉత్పత్తులు ఉన్నాయి: హోబాస్ (స్విట్జర్లాండ్), గ్లాస్ కాంపోజిట్ (రష్యా), అమియాంటిట్ (జర్మనీ, స్పెయిన్, పోలాండ్లో ఉత్పత్తి సౌకర్యాలతో సౌదీ అరేబియా నుండి ఆందోళన), అమెరాన్ ఇంటర్నేషనల్ (USA).
మిశ్రమ ఫైబర్గ్లాస్ పైపుల యొక్క యువ మరియు మంచి తయారీదారులు: పోలీక్ (రష్యా), ఆర్పిప్ (రష్యా) మరియు ఫైబర్గ్లాస్ పైపుల ప్లాంట్ (రష్యా).
తయారీదారు #1 - HOBAS బ్రాండ్
బ్రాండ్ యొక్క కర్మాగారాలు USA మరియు అనేక యూరోపియన్ దేశాలలో ఉన్నాయి. Hobas సమూహం యొక్క ఉత్పత్తులు వారి అద్భుతమైన నాణ్యత కోసం ప్రపంచవ్యాప్తంగా గుర్తింపు పొందాయి. పాలిస్టర్-బంధిత GRT పైపులు ఫైబర్గ్లాస్ మరియు అసంతృప్త పాలిస్టర్ రెసిన్ల నుండి స్పిన్-కాస్ట్ చేయబడతాయి.

హోబాస్ పైప్ వ్యవస్థలు మురుగు, పారుదల మరియు నీటి వ్యవస్థలు, పారిశ్రామిక పైప్లైన్లు మరియు జలవిద్యుత్ కేంద్రాలలో విస్తృతంగా ఉపయోగించబడుతున్నాయి. ఉపరితలం వేయడం, మైక్రోటన్నెలింగ్ మరియు డ్రాగ్ ప్లేస్మెంట్ ఆమోదయోగ్యమైనవి
హోబాస్ మిశ్రమ పైపుల లక్షణాలు:
- వ్యాసం - 150-2900 mm;
- తరగతి SN- దృఢత్వం - 630-10 000;
- PN- పీడన స్థాయి - 1-25 (PN1 - నాన్-ప్రెజర్ పైప్లైన్);
- అంతర్గత లైనింగ్ వ్యతిరేక తుప్పు పూత ఉనికిని;
- విస్తృత pH పరిధిలో ఆమ్ల నిరోధకత.
అమరికల ఉత్పత్తి ప్రారంభించబడింది: మోచేతులు, అడాప్టర్లు, ఫ్లాంగ్డ్ పైపులు మరియు టీస్.
తయారీదారు # 2 - గ్లాస్ కాంపోజిట్ కంపెనీ
Steklokompozit కంపెనీ Flowtech ఫైబర్గ్లాస్ పైపుల ఉత్పత్తి కోసం ఒక లైన్ను ఏర్పాటు చేసింది, ఉత్పత్తి సాంకేతికత నిరంతర వైండింగ్.
రెసిన్ పదార్ధాల డబుల్ సరఫరాతో కూడిన పరికరాలు. హైటెక్ రెసిన్లు లోపలి పొరను వేయడానికి వర్తిస్తాయి మరియు చౌకైన కూర్పు - నిర్మాణ పొరకు. సాంకేతికత పదార్థం యొక్క వినియోగాన్ని హేతుబద్ధం చేయడానికి మరియు ఉత్పత్తుల ధరను తగ్గించడానికి అనుమతిస్తుంది.
Flowtech గొట్టాల పరిధి 300-3000 mm, తరగతి PN 1-32. ప్రామాణిక ఫుటేజ్ - 6, 12 మీ. ఆర్డర్ ప్రకారం, 0.3-21 మీ లోపల ఉత్పత్తి సాధ్యమవుతుంది
తయారీదారు #3 - బ్రాండ్ Amiantit
అమియాంటిట్ యొక్క ఫ్లోటైట్ పైపుల యొక్క ప్రధాన భాగాలు ఫైబర్గ్లాస్, పాలిస్టర్ రెసిన్ మరియు ఇసుక. ఉపయోగించిన సాంకేతికత నిరంతర వైండింగ్, ఇది బహుళస్థాయి పైప్లైన్ యొక్క సృష్టిని నిర్ధారిస్తుంది.
ఫైబర్గ్లాస్ నిర్మాణం ఆరు పొరలను కలిగి ఉంటుంది:
- నాన్-నేసిన టేప్ యొక్క బాహ్య మూసివేత;
- శక్తి పొర - తరిగిన ఫైబర్గ్లాస్ + రెసిన్;
- మధ్య పొర - ఫైబర్గ్లాస్ + ఇసుక + పాలిస్టర్ రెసిన్;
- పునరావృత శక్తి పొర;
- గాజు దారాలు మరియు రెసిన్ యొక్క లైనింగ్;
- నాన్-నేసిన గ్లాస్ ఫైబర్తో చేసిన రక్షణ పూత.
నిర్వహించిన అధ్యయనాలు అధిక రాపిడి నిరోధకతను చూపించాయి - కంకర చికిత్స యొక్క 100 వేల చక్రాల కోసం, రక్షిత పూత యొక్క నష్టం 0.34 మిమీ.

Flowtite ఉత్పత్తుల బలం తరగతి 2500 - 10000, అభ్యర్థనపై SN-30000 పైపులను తయారు చేయడం సాధ్యపడుతుంది. ఆపరేటింగ్ ఒత్తిడి - 1-32 వాతావరణం, గరిష్ట ప్రవాహం రేటు - 3 మీ / సె (శుభ్రమైన నీటి కోసం - 4 మీ / సె)
తయారీదారు #4 - Poliek కంపెనీ
Poliek LLC ఫైబర్గ్లాస్ Fpipes పైప్ ఉత్పత్తుల యొక్క వివిధ మార్పులను ఉత్పత్తి చేస్తుంది. తయారీ సాంకేతికత (నిరంతర వాలుగా ఉండే రేఖాంశ-విలోమ వైండింగ్) మీరు వ్యాసంలో 130 సెం.మీ వరకు మూడు-పొర పైపులను సృష్టించడానికి అనుమతిస్తుంది.
పాలిమర్ మిశ్రమ పదార్థాలు కేసింగ్ పైపులు, నీటి-లిఫ్టింగ్ స్తంభాల విభాగాలు, నీటి సరఫరా పైప్లైన్లు మరియు తాపన వ్యవస్థల సృష్టిలో పాల్గొంటాయి.
 మురుగు ఫైబర్గ్లాస్ పైపుల శ్రేణి - 62.5-300 మిమీ, అధిక పీడన ఉత్పత్తులు - 62.5-200 మిమీ, వెంటిలేషన్ నాళాలు - 200-300 మిమీ, బాగా కేసింగ్ - 70-200 మిమీ
మురుగు ఫైబర్గ్లాస్ పైపుల శ్రేణి - 62.5-300 మిమీ, అధిక పీడన ఉత్పత్తులు - 62.5-200 మిమీ, వెంటిలేషన్ నాళాలు - 200-300 మిమీ, బాగా కేసింగ్ - 70-200 మిమీ
తప్ప ఫైబర్గ్లాస్ పైపులు ఇతర పదార్థాలతో తయారు చేయబడిన అనేక ఉత్పత్తులు మార్కెట్లో ఉన్నాయి - ఉక్కు, రాగి, పాలీప్రొఫైలిన్, మెటల్-ప్లాస్టిక్, పాలిథిలిన్ మొదలైనవి. ఇది మరింత సరసమైన ధర కారణంగా, గృహ వినియోగం యొక్క వివిధ రంగాలలో చురుకుగా ఉపయోగించబడుతుంది - తాపన వ్యవస్థల సంస్థాపన, నీటి సరఫరా, మురుగునీరు, వెంటిలేషన్ మొదలైనవి.





మా క్రింది కథనాలలో వివిధ పదార్థాలతో తయారు చేయబడిన పైపుల లక్షణాలతో మీరు పరిచయం పొందవచ్చు:
- మెటల్-ప్లాస్టిక్ పైపులు: రకాలు, సాంకేతిక లక్షణాలు, సంస్థాపన లక్షణాలు
- పాలీప్రొఫైలిన్ గొట్టాలు మరియు అమరికలు: పైప్లైన్ అసెంబ్లీ మరియు కనెక్షన్ పద్ధతుల కోసం PP ఉత్పత్తుల రకాలు
- ఎగ్సాస్ట్ కోసం ప్లాస్టిక్ వెంటిలేషన్ పైపులు: రకాలు, వాటి లక్షణాలు, అప్లికేషన్
- రాగి గొట్టాలు మరియు అమరికలు: రకాలు, మార్కింగ్, రాగి పైప్లైన్ యొక్క అమరిక యొక్క లక్షణాలు
- ఉక్కు గొట్టాలు: రకాలు, కలగలుపు, సాంకేతిక లక్షణాలు మరియు సంస్థాపన సూక్ష్మ నైపుణ్యాల అవలోకనం
దీర్ఘచతురస్రాకార పైపు
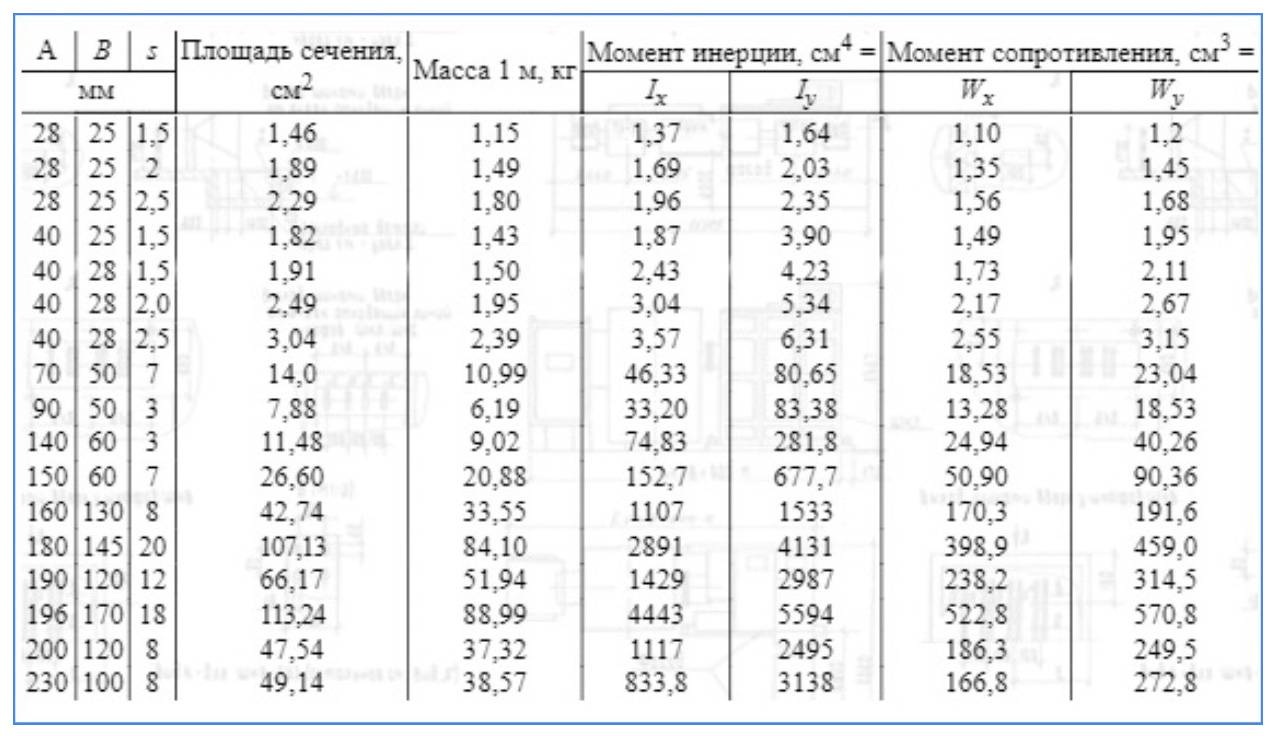
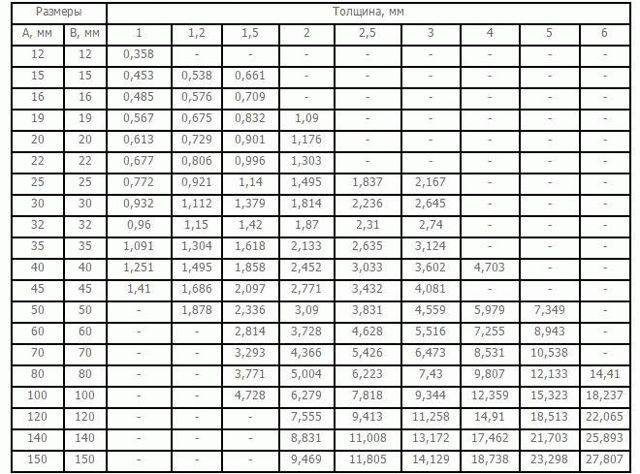
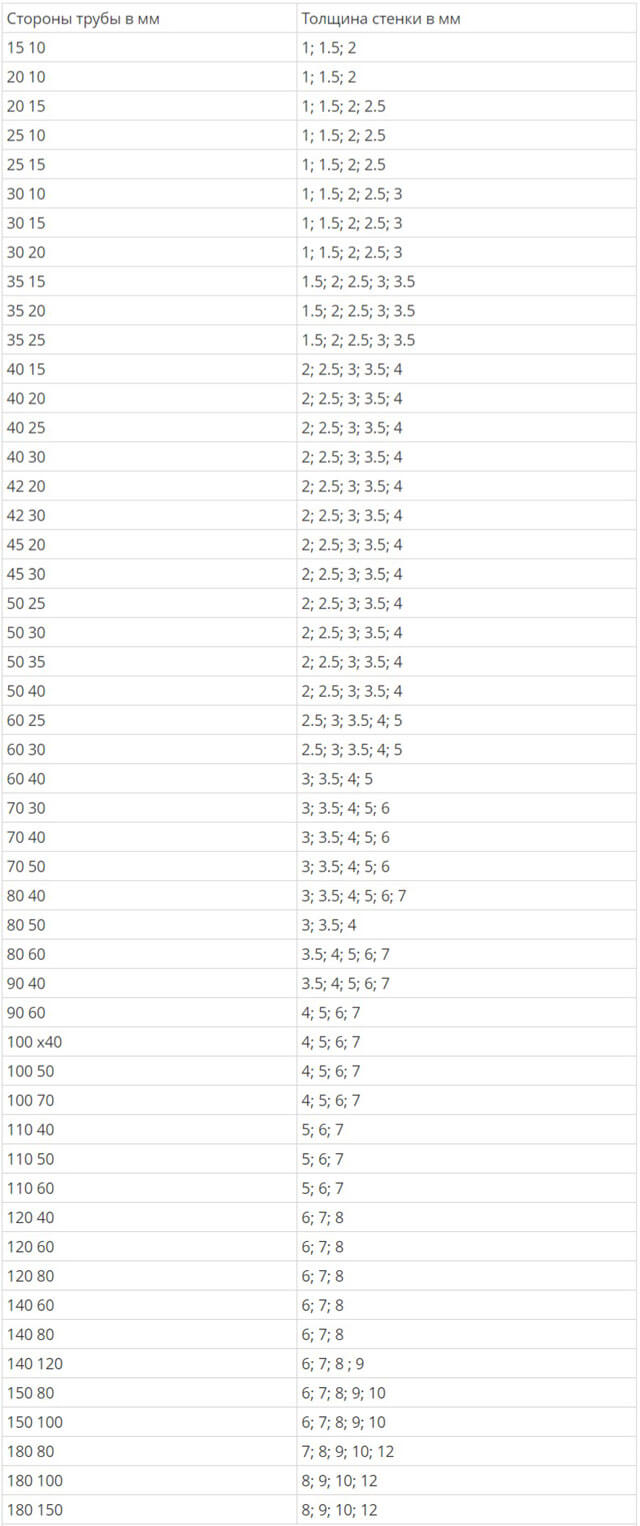
చాలా దీర్ఘచతురస్రాకార ఉక్కు పైపులు డైరెక్ట్ సీమ్ ఎలక్ట్రిక్ వెల్డింగ్ ద్వారా ఉత్పత్తి చేయబడతాయి. ఈ రకమైన పదార్థం యొక్క కలగలుపు GOST 8645-82 లో సూచించబడింది, దీని ప్రకారం ఒక నిర్దిష్ట పరిమాణంలోని పైపుల కోసం గరిష్ట గోడ మందం నిర్ణయించబడుతుంది. ఉదాహరణకు, 15 మరియు 10 మిల్లీమీటర్ల వైపులా ఉన్న ఉత్పత్తి కోసం, 1 మిమీ, 1.5 మిమీ మరియు 2 మిమీ గోడ మందం అనుమతించబడుతుంది.

80 * 60 మిమీ పరిమాణంతో పైపు కోసం, గోడలు 3.5 మిమీ, 4 మిమీ, 5 మిమీ, 6 మిమీ మరియు 7 మిమీ మందం కలిగి ఉంటాయి.ప్రామాణిక దీర్ఘచతురస్రాకార పైపు యొక్క గరిష్ట కొలతలు 180 * 150 మిమీ కావచ్చు. ఈ పారామితులతో, 8 mm, 9 mm, 10 mm, 12 mm యొక్క గోడ మందంతో ఉత్పత్తులను ఉత్పత్తి చేయడానికి ఇది అనుమతించబడుతుంది.
GOST 8645-82 ప్రామాణికం కాని పరిమాణాల ఉక్కు పైపుల తయారీని అనుమతిస్తుంది, ఉదాహరణకు, 28 * 25 mm లేదా 196 * 170 mm. అటువంటి ఉత్పత్తుల యొక్క గోడ మందం కూడా విచలనాలు, వరుసగా 1.5 mm మరియు 18 mm.

అనుబంధ పత్రం 8645-68 దీర్ఘచతురస్రాకార ఉక్కు పైపుల యొక్క విభిన్న జాబితాపై సమాచారాన్ని కలిగి ఉంది. నియంత్రణ పత్రాల మధ్య ప్రత్యేక తేడాలు లేవు. అయితే, రెండవ ప్రమాణం ప్రత్యేక పారామితులను నిర్దేశిస్తుంది. వారు 230 * 100 మిల్లీమీటర్ల పారామితులను కలిగి ఉన్న దీర్ఘచతురస్రాకార విభాగం యొక్క ఉక్కు ఉత్పత్తుల ఉత్పత్తిని అనుమతిస్తారు.
ముగింపు
స్టంప్ పైపులు మరియు వాటి ఉత్పత్తిని నియంత్రించే పత్రాల కలగలుపు యొక్క వివరణాత్మక వివరణలు నిర్మాణం కోసం సరైన పదార్థాన్ని ఎంచుకోవడానికి మరియు సరైన కొలతలు ఎంచుకోవడానికి మీకు సహాయం చేస్తుంది. హ్యాపీ బిల్డింగ్!



